

红外线加热技术的发源地-锦州
红外线加热技术国内**的生产商
红外线加热炉选型方法---温度容积法
红外线加热炉应用范围从100度到500度
红外线加热炉加热平板件具有巨大的优势
短波红外线加热炉加热重型件涂层,优势无可比拟。
比热风循环加热节能30%以上,常用于汽车烤漆、涂装烘干和固化,包装、印刷、玻璃加工、造纸、纺织印染、蔬菜脱水等等。600度以下温度任意设定,自动调节。其中短波和中波红外具有更强的辐射加热能力,节能效果更明显。
涂漆固化温度室温→280℃可调、可控;
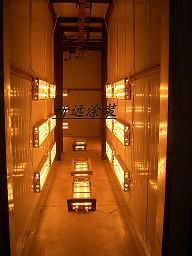
炉体外型尺寸:12×2×1.6m,直通式,型钢骨架(80×50钢管),复合彩板做保温,炉体上方开四个活动门,内衬δ=1不锈钢板。
风量为8000m3/h的不锈钢风机强制排风。
加热元件横穿炉腔,延着工件运行方式上下均衡布置。为了防止工件在运行过程中碰撞加热元件,每隔一米左右安装一个导辊走线槽放在炉体下方,加热元件接线头在炉腔外部,表面有百叶窗式盖板。
总装机***KW,采用一台控制柜,三个回路,分前中后段分别控制,采用可控硅调功式控温,测温仪表采用XMT智能温控仪,测量精度±1℃。
远红外线加热炉,固定式或通过式结构,辐射对流加热,设计温度140-600度,自动控温,可用于多种工件油漆烘干、物料脱水。
max:2440×1220mm
min:500×500mm δ=0.2-20mm
室温→280℃可调、可控
温差:±10℃
采用蜗轮蜗杆传动方式开启炉门,并且在炉体上方开两个排烟孔,排出漆膜固化产生的挥发气体,采用风量为8000m3/h的不锈钢风机强制排风。
加热元件横穿炉腔,延着工件运行方式上下均衡布置。为了防止工件在运行过程中碰撞加热元件,每隔一米左右安装一个导辊走线槽放在炉体下方,加热元件接线头在炉腔外部,表面有百叶窗式盖板。
总装机***KW,采用一台控制柜,三个回路,分前中后段分别控制,采用可控硅调功式控温,测温仪表采用XMT智能温控仪,测量精度±1℃。
|
|
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元

