一. 系统概述
MD-SL2121型(12仓1称1混)自动配料控制系统是由
珠海明达自动化技术有限公司采用工控机、PLC、
称重仪表和传感器,专门为饲料工业配料开发的计算机(电脑)自动控制系统。、
该系统适用于各种粮食饲料配料,通用性强,性能稳定,画面直观,操作简单方便。具有完善的生产管理,配
方管理,操作员管理,报警信息等功能。配料生产中实时显示各种数据,配料工艺模拟图,人机界面友好,图文美观,运行稳定可靠!
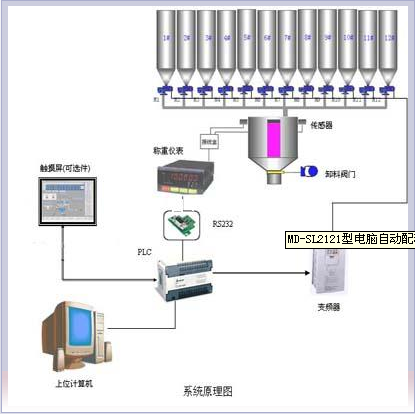
二.系统原理:
可编程控制器(PLC)是控制系统的核心,称重仪表检测各种重量信号,通过PLC进行A/D转换,工控机通过RS232口与PLC通讯读写取各种重量信号、行程
开关信号,根据设定的生产参数及配方控制PLC输出(控制
接触器、中间
继电器、
电磁阀和
变频器等启动/停止)。
当启动配料时,根据设定的生产数量,配方等控制参数来控制各配料绞龙进料、称斗门、
搅拌机、搅拌机门的开关,小料添加剂投加信号等。配料可实现快慢速、点动、联动等功能。原材料及配方可在其相应功能模块中预先设定好,当检测到某物料缺料或各门开关故障时,系统会自动报警提示。系统还有自动检测搅拌机是否开启,缓冲仓是否可放料,生产数据由工控机存储并生成各种报表,可进行综合查询并打印功能。
三.系统控制流程及功能:
控制流程包括各称配料、称斗卸料、搅拌机搅拌计时和搅拌机卸料计时,分为单称单混、双称双混、多称多混,可按用户要求设计。
1、各称配料完成后,根据设定好的延时按顺序卸料到搅拌机,各称斗在其卸料完成后,根据设定好的延时开始下一批配料,所有称斗卸料完成和投入小料完毕后,搅拌计时开始,根据设定好的搅拌时间计时完成后,搅拌机开始卸料,搅拌机卸料计时完成后关闭搅拌机门。
2、但启动配料后,系统会输出“通知准备小料”信号,现场将小料备好后按“确认小料已备好”一下,系统既关闭输出“通知准备小料”信号,只有当所有称斗卸料完成,小料投入完成后搅拌机计时才开始;
3、系统可以根据需要任意设定各料仓原料名称,灵活更改料仓配料顺序;
4、系统可以实现原料转仓设定,在某料仓无料时,可以转用同种料的其他料仓,保证生产正常运行。
5、系统可以根据每种配料的配料数据的变化,来设定每种配料的落差值。
6、系统具有
检测设备功能,鼠标点击既可检测设备是否正常,可更快排除故障。
7、完善的配方管理,工控机储存配方数量不受限制,可充分满足生产需求。
8、完善的生产报表管理,可查询预览打印各种报表,包含班生产报表,日生产报表,月生产报表,年生产报表。
9、生产过程中可暂停或停止配料,停电关机时系统会记忆当时配料状态,待通电开机后系统由停电关机前的配料状态继续配料。
10、操作员分权限凭密码登陆,防止非法人员操作。
11、系统实时显示并保存各种设备故障报警信息,便于排除设备故障。
12、全中文WINDOWS 2000/WINDOWS XP操作系统,稳定性强,操作简单。