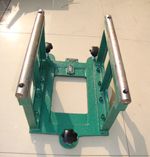
砂轮平衡支架的使用简介将砂轮装在平衡心轴上,然后把装好心轴的砂轮平放到砂轮平衡支架的平衡导轨上,砂轮会作来回摆动,直至摆动停止。平衡的砂轮可以在任意位置都静止不动。如果砂轮不平衡,则其较重部分总是转到下面,这时可移动平衡块的位置使其达到平衡。平衡好的砂轮在安装至机床主轴前先要进行裂纹检查,有裂纹的砂轮**禁止使用。安装时砂轮和法兰之间应垫上0.5-1mm的弹性垫板:两法兰的直径必须相等,其尺寸一般为砂轮直径的一半。砂轮与砂轮轴或台阶法兰间应有一定间隙,以免主轴受热膨胀而把砂轮胀裂。
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥1249.00元
¥839.00元
¥789.00元