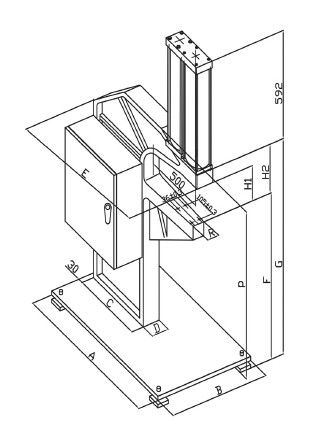
| 规格 | 一台 | 名称 | 无铆钉连接设备 |
|---|---|---|---|
| 材质 | 不锈钢/铸钢 | 适用范围 | 无铆钉连接 |

无铆钉连接技术是一种逐步取代传统落后连接工艺的新型连接方法。因为至今为止所采用的连接方法均存在着经济及技术上的不足。我们仅以点焊为例,它的设备昂贵,连接费用高,很难连接多层板件以及有镀层的板件或铝、铜及不锈钢板件、而对喷漆板件、不同材质板件、厚度差异过大板件以及中间有夹层的板件则无法连接。同时,点焊连接破坏了板件表面镀层,会产生热变形。并且对连接加工过程中的所有不可靠因素无法进行无损伤的自动检测。此外,采用传统的连接方法,单件连接成本过高,如在铆接或螺纹连接方法中,准备工作加上相应的输送以及零配件成本,就会造成很高的费用。
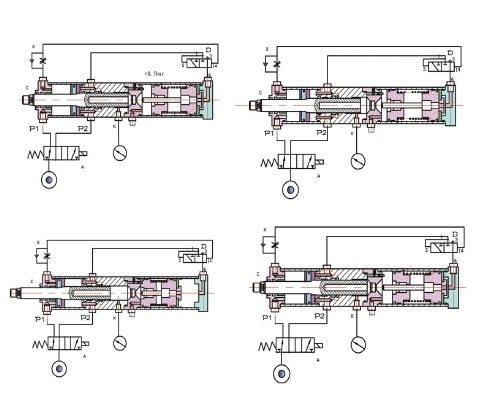
无铆钉连接技术利用板材压装机和该公司设计制作的**连接模具,通过一个瞬间强高压加工过程,依据板件本身材料的冷挤压变形,形成一个具有一定抗拉和抗剪强度的无应力集中内部镶嵌圆点,即可将不同材质不同厚度的两层或多层板件连接起来。无铆钉铆接技术对板件表面无任何要求,连接点处板件表面原有的镀层、漆层不受损伤。连接过程自动化程度高,可单点或多点同时连接,并能进行无损伤连接强度检测及全过程自动监控,生产效率高。
无铆钉连接与其他连接方法的比较
|
|
无铆钉连接 |
点焊 |
铆接 |
螺钉连接 |
|
动态连接强度 |
** |
不太好 |
不太好 |
不太好 |
|
静态强度(a)剪切 (b)顶拉 |
好 |
很好 |
很好 |
很好 |
|
好 |
很好 |
很好 |
很好 |
|
|
投资费用 |
少 |
高 |
高 |
高 |
|
连接费用 |
很少节省30%-60% |
高 |
很高 |
很高 |
|
能耗 |
少 |
高 |
高 |
高 |
|
辅助材料 |
无 |
无 |
铆钉 |
螺钉、螺母 |
|
辅助工序 |
无 |
无 |
钻孔、插入、压铆 |
钻孔、插入、拧 |
|
可靠性 |
极高 |
较低 |
高 |
高 |
|
漆层/镀层表面损作 |
无 |
会 |
会 |
会 |
|
棱角、毛刺、铁屑 |
无 |
无 |
无 |
棱角 |
|
与粘接剂结合使用 |
很好 |
不可能 |
可能 |
可能 |
|
重复性 |
很好 |
一般 |
好 |
好 |
|
操作复杂程度 |
很简单 |
简单 |
复杂 |
简单 |
|
工作环境 |
很好 |
很差 |
较差 |
好 |
无铆钉连接技术参数
|
连接点直径(mm) |
可连接的板件组合厚度(mm) |
抗剪强度(N) |
抗拉强度(N) |
冲压力(KN) |
|
¢3 |
0.5-1.5 |
260-520 |
130-360 |
7-15 |
|
¢4 |
0.6-2.0 |
710-1300 |
350-850 |
13-28 |
|
¢5 |
0.9-2.5 |
750-2000 |
200-1000 |
15-30 |
|
¢6 |
1.0-3.0 |
560-3400 |
300-2200 |
12-40 |
|
¢8 |
1.6-6.0 |
510-6200 |
290-2800 |
18-60 |
|
¢10 |
1.75-7.0 |
1600-8500 |
800-6200 |
36-105 |
|
¢12 |
4.0-11.0 |
2700-10000 |
1100-7500 |
61-125 |
APP jgt
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥279.00元
¥279.00元
¥279.00元