
Centerdrill热熔钻
德国制造,品质卓越。
是薄壁无屑钻孔连接的**解决方案!
热熔钻工艺是在金属薄板或管材上一次加工出孔和衬套的无屑加工技术,完全替代了在薄壁工件上焊(铆)接螺母的工艺。
采用热熔钻技术,可以方便的在小于12mm壁厚的薄壁件上形成衬套或光孔。衬套或光孔的厚度**高可达原始材料壁厚的4倍,
孔径范围从1.8mm至32mm。
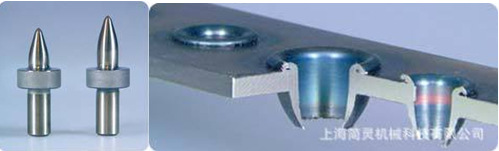
1:Centerdrill热熔钻采用耐磨、耐高温的硬质合金材料制成。当刀具和工件接触时,高的转速(1000~4000),和适当的轴向推力(进给力),使钻头和金属之间发生剧烈摩擦,瞬间达到摄氏600°~800°的温度。钻头附近区域的金属迅速软化,继续施加轴向压力,快速在工件上、下表面挤压出约是初始板材3-5倍厚度的凸台和衬套。整个过程只需要2-6秒的时间。
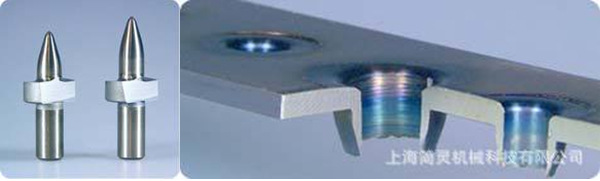
对于需要光滑连接表面或倒角孔的加工,可采用平台型钻头,以切除在工件表面形成的凸台。衬套可以用作轴承支座,分叉喉道焊接口等用途。
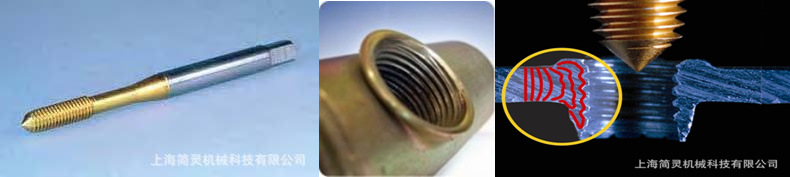
螺纹为挤压成形,加工出来的螺纹能承受更高的拉力和扭力。
2:应用Centertap丝锥进行挤压式攻丝,以供螺纹连接。螺纹为挤压成形,加工出来的螺纹能承受更高的拉力和扭力。

Centerdrill热熔钻头特点
Centerdrill热熔钻头和丝锥的组合应用,利用工件母体的材料,形成钻孔和螺纹,可以直接当作螺母使用,无需额外焊接螺母部件,节省材料成本!减少工序!整个加工过程清洁无屑!
如果不需要螺纹,钻孔形成的衬套也可用于钎焊连接或轴套。在保证薄壁件连接强度的同时,减少加工工序,操作更简单!提高生产效率!无需附加件的额外支出,节约生产成本,提高生产效益!
Centerdrill热熔钻头的使用无需特殊的加工机械设备,所有具有足够动力的钻床或NC/CNC加工中心等都可以,但需要满足热熔钻加
工所需的速度和输出功率。如:标准的钻床、铣床、CNC加工中心或动力头均可。主轴转速1000~4000r/min。根据被加工孔径、工件材料和厚度的不同,选用的切削参数也有所不同。
Centerdrill热熔钻头利用**先进的技术和设备生产,有效保证了Centerdrill热熔钻头的质量、精度及加工孔的精度。
Centerdrill热熔钻无屑钻削工艺适合加工的材料:
热熔钻成型可以与几乎所有薄壁金属(不包括锡或锌),如:普通钢材、不锈钢、低碳钢、铝、铜、黄铜、青铜、钛合金和其它各种具有延展性的工件材料,也可以加工电镀过的工件。
一些应用案例:

Centerdrill热熔钻头可加工材料的厚度为1-12mm。
Centerdrill热熔钻头各种规格齐全,直径范围为1.8-32mm,特殊规格可以定制。
Centerdrill热熔钻头优点:
l 提高生产效率。快速钻孔,快速衬套成型,过程只需2至6秒。成型衬套可直接挤压螺纹,取代生产工序繁琐的焊接螺母或压铆螺母。
l 提高产品质量。简化工艺流程,操作方便;孔位精度高;挤压所得螺牙具有高强度抗拉力和抗扭力。
l 降低生产成本。操作简便容易掌握,无需添置设备,取代昂贵的焊接工序。
l 清洁环保,不带屑。
Centerdrill热熔钻头可以用于多种行业和产品的加工制造,包括:
? 汽车零部件(底盘,座椅)
? 金属家具
? 自行车零部件
? 空调管道
? 压力容器
? 医疗健身器材
? 太阳能组件
? 阀组热交换系统等。
? 轨道交通
? 电梯
? 农业机械
? 工程机械
? 烟草机械
? 食品加工包装设备
标准型号中包括Centerdrill短款和长款两种。它们的区别仅在于在圆柱形部分的长度;锥形部分的角度完全相同。当使用这
些热熔钻头时,进给方向上会有材料残留在工件表面,并形成一个圆台。
这两款还有平头型可供选择,在同一操作下,热熔钻头切除圆台,从而得到光滑的表面。
采用Centertap丝锥进行攻丝
采用Centertap丝锥进行攻丝,也具有热熔钻成型相同的优点。它是一个无切屑的加工,材料呈现流动性,并从齿根流到齿顶。它
在原理上与外螺纹的轧制相似。在加工过程中,由于材料组织仅仅是被压缩,而未断裂,所以挤压攻丝形成螺纹可承受的扭力比切屑攻丝的更大!
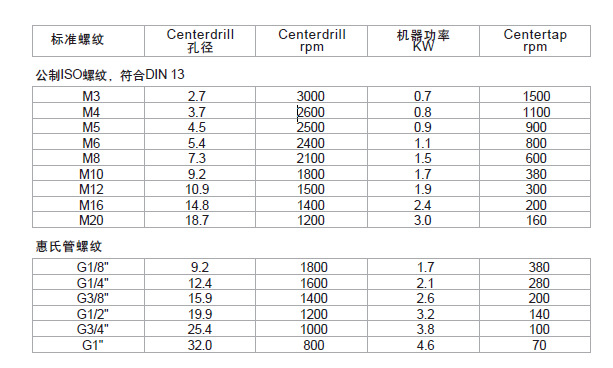
加工数据
参考值基于2mm壁厚的S235JR(St37/2)材料。根据不同的应用和机械设备,加工速度还可以显著的增加。我们的工程专家将非常乐意为您提供帮助。

为了可靠的夹紧Centerdrill热熔钻头,我们研发了一种特殊的带冷却环的刀柄,其可以有效的散热。为了获得**佳的同心度,还有特制的筒夹用于锁紧Centerdrill热熔钻头。
特制的刀柄和筒夹

Centerdrill热熔钻头在各个行业始终与卓越的专家合作,提供“薄壁钻孔连接的**解决方案!”
Centerdrill宣传册0
Centerdrill宣传册1
Centerdrill宣传册
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元





