| 材质 | 铁制铝制 |
|---|
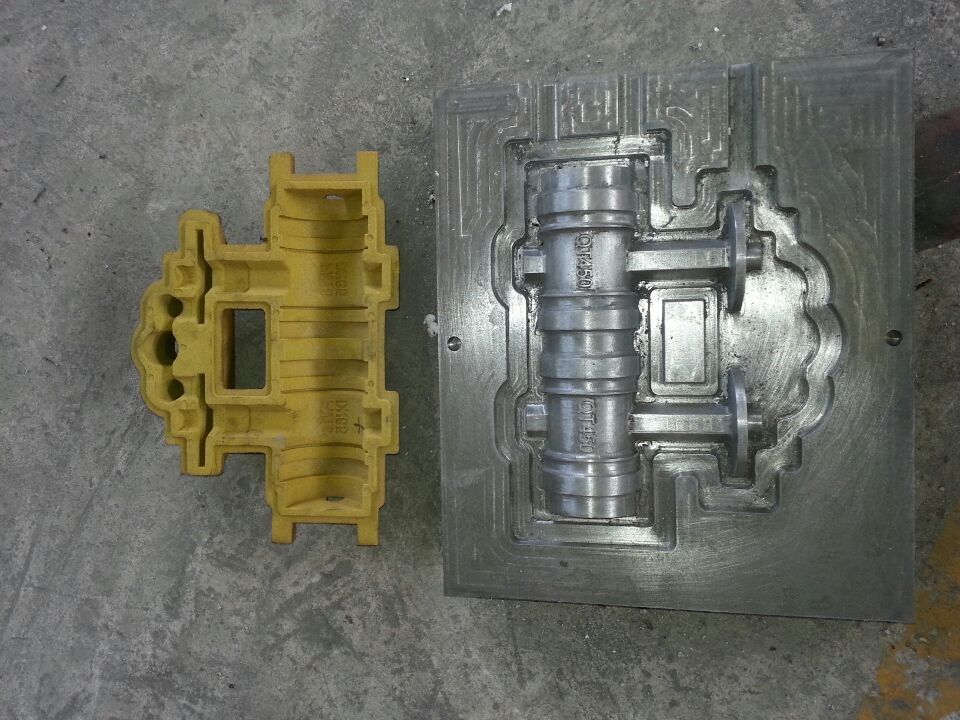
砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都模具造型方法一:湿砂造型法--在湿砂造型中,垂直分型与水平分型两种加以比较,对于大批量生产中、小型,灰铁件或球铁件的铸造工厂,重直分型造型都占优势,因其设备费用比较便宜、可以高速造型、所需人员少、紧实度的偏差小等优点。但采用垂直分型工艺,在浇口方案与昌口与形态上,以及在用复杂的芯子、过滤片、冷铁、套管、舂入芯等方面都受到限制。此外,用流动性好的合金铸造时,由于金属静压比较高,容易引起金属渗透粘砂。水平分型湿砂型铸造法,对于中、小批量铸造工厂,还是有利的造型法之一,无论是上型、下型方式,或双面模板方式,对复杂铸件的生产都有适应性。可在一个循环期内更换模样,短时间运行、长时间运行都可以有效的进行生产。但手工操作需要机械化,为了保证生产表面优良、尺寸精度高的铸件,还需对整套设备进行改造。可采用。砂型铸造用的模具,以前多用木材制作,通称木模。旭东精密铸件厂为改变木模易变形、易损坏等弊病,除单件生产的砂型铸件外,全部改为尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。此外,砂型比金属型耐火度更高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,必须重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。不过,精密铸件厂集多年的技术积累,已大大改善了砂型铸件的表面状况,其抛丸后的效果可与金属型铸件媲美。
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥1249.00元
¥839.00元
¥789.00元