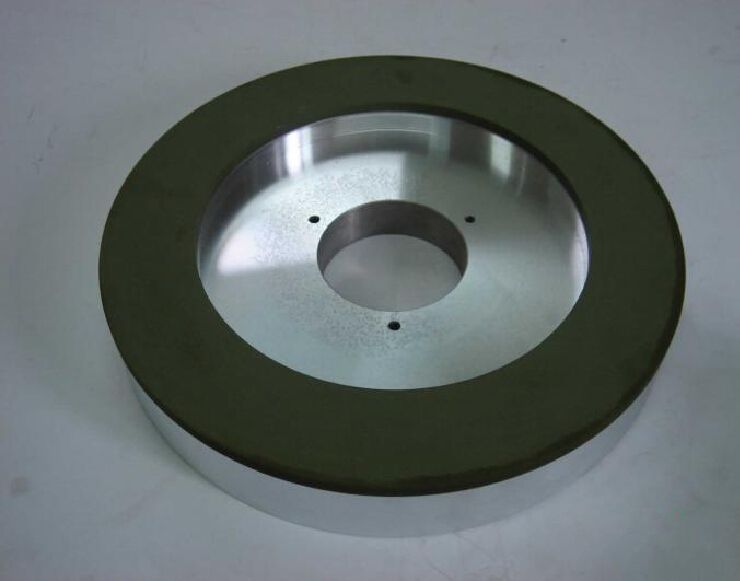
| 规格 | 750 | 名称 | 金刚石端面磨砂轮 |
|---|---|---|---|
| 材质 | 金刚石 | 适用范围 | 硬着合金加工 |
 扫本店 |
 扫本品 |
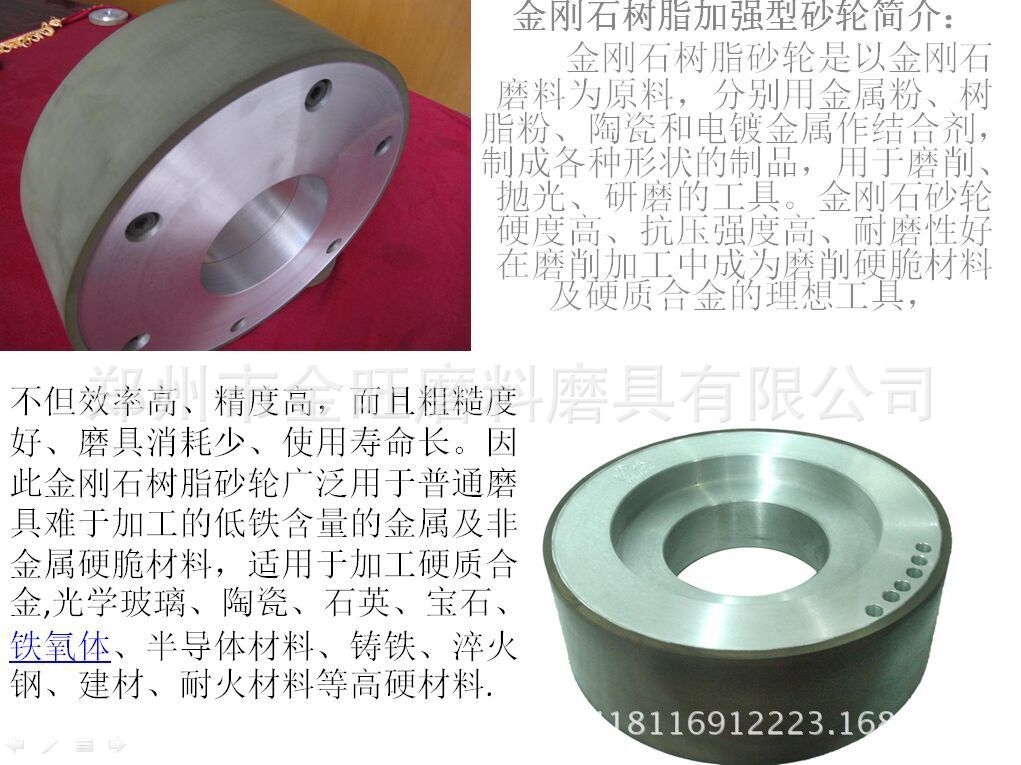
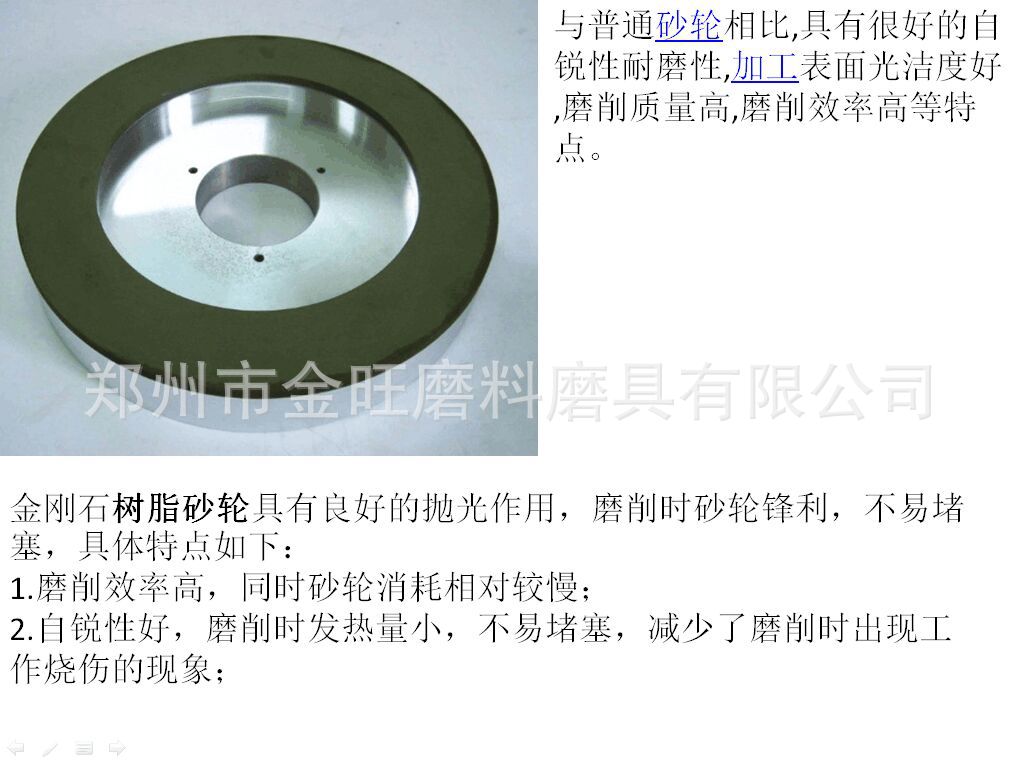
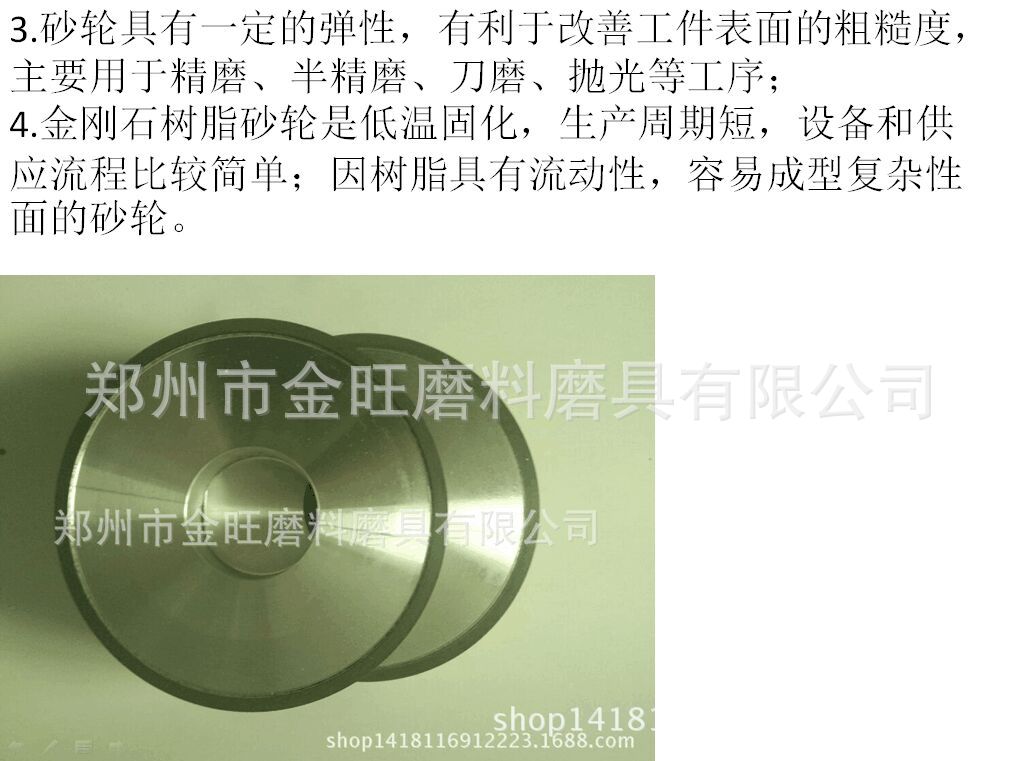






产品类型 一结合剂有:树脂,陶瓷,金属,电镀结合剂 二主要磨料:金刚石,立方氮化硼(CBN) 产品运用 适用于各种材质的精粗磨削加工的平面磨,外圆磨,内圆磨,以及切削。例如:硬质合金,陶瓷,磁性材料,钨钢,半导体,玻璃,宝石等 注意事项 装上砂轮后,请先让机器空转30s-60s,待确认无事后才开始正常运行。 树脂结合剂 其本身具有良好的弹性和有抛光作用,形成磨具后,仍具有良好的自锐性,不易堵塞,修整少,而且磨削效率较高,磨削温度较低,磨削的表面光洁度高,所以应用范围十分广泛。与金刚石磨料结合形成树脂结合剂金刚石磨具,经常应用于硬质合金工件、钢基硬质合金工件,以及部分非金属材料的半精磨、精磨等;与树脂结合剂结合形成树脂结合剂立方氮化硼磨具,主要用于高钒高速钢刀具的刃磨和工具钢、模具钢、不锈钢和耐热合金工件的半精磨、精磨等。但树脂结合剂对磨料的把持性较差,耐热性也较差,导致高温磨削下磨具的磨损大. 陶瓷结合剂 此种结合剂对磨料的结合强度优于树脂。形成磨具后,工作表面容屑性能好,所以不易堵塞、切削锋利、磨削效率高,以及热膨胀量小,容易控制加工精度,这些特点有利于磨削过程的平稳进行。在磨具的整形和修整方面,操作起来相对容易,一般用于粗磨、半精磨,以及接触面大的成型磨削等. 属结合剂 包含青铜结合剂和电镀结合剂两大类。电镀结合剂是一种结合强度更高的结合剂,该种结合剂磨具工作表面上单位面积的磨粒数比其它几种结合剂高得多,而且磨粒都裸露出结合剂表面,因而切削锋利,磨削效率高。但受镀层厚度限制,磨具总的使用寿命不高,一般用于特殊用途加工,如成型磨削用磨具、小磨头、套料刀、电镀铰刀、锉刀等。随着技术水平的不断进步,立方氮化硼电镀金属结合剂磨具的应用在日益扩大,特别在加工各种钢类零件的小孔、型腔时更为突出,不仅磨削效率高,经济性好,还可获得较好的形状精度。青铜结合剂磨具的结合剂和磨粒的结合强度高,耐磨性好,磨损小,所以使用寿命长,而且能够保持良好的形状,故能承受较大的负荷。但缺点是自砺性差,表面容易堵塞,发热大,修整也十分困难。主要用于玻璃、陶瓷、石材、建材、混凝土、半导体材料等非金属材料的粗磨、精磨和切割工序,少量用于硬质合金、复合超硬材料的磨削加工,以及成型磨削和各种珩磨、电解磨削等。 金刚石和立方氮化硼(CBN)磨料因其高硬度和优良的耐磨性能,不仅在陶瓷、玻璃、石材、半导体等硬脆材料加工中有广泛应用,而且作为半**性及超高速磨具在一般钢材的加工中发拨着日益突出的作用。它可在很长使用期间内不修整,非常适宜自动化,半自动化和多机台管理生产中稳定地高精度磨削。在钢基轮盘上镀附单层CBN的砂轮是能适应超高速磨具在技术先进国家已广泛普及。使用金钢石或CBN珩磨条的强力珩磨,利用电镀CBN砂轮磨削或低速递磨齿面,用CBN砂轮高速磨削螺纹等都是超硬磨具新应用的例子。 和超硬磨具的普及相适应,实用的超硬磨具修整技术已趋成熟,超硬磨具磨削加工数据已相当丰富并可指导生产,其磨削用量,冷却修整条件均已规范化。 除以上几方面外,工程陶瓷等硬脆材料的高效磨削及精密、超精密磨削技术的突出进步;具有微米级多晶组成的“SG”磨料、用于砂带磨抛的中空球陶瓷磨料、用于超硬材料研磨的含微细金刚石磨粒的球壳磨料等多种新型磨料以及超精抛光用胶塑抛光膜带、含磨料微粉的尼尤丝刷磨轮、铸铁结合剂砂轮等多种新磨具的出现;厘米级大粒径人造金刚石的制得;磨料喷射加工、磨料水力喷射加工、粘弹性磨料流挤压珩磨、整体成形磨削,磁研磨、磁流体精密研磨、低应力磨削、超高速磨削和极低速度磨削等一大批新磨削加工技术的出现和开发等,也是近年国外磨削技术发展的突出方面。
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议