本机器主要用于液压各种螺纹,包括普通螺纹、螺纹及模数螺纹,亦可对工件进行成形,矫直、滚纹等液压加工。
适于滚压的材料为延伸率应大鱼10%,抗拉强度应小0kgf/m㎡的各种碳素钢、合金钢及有色金属。
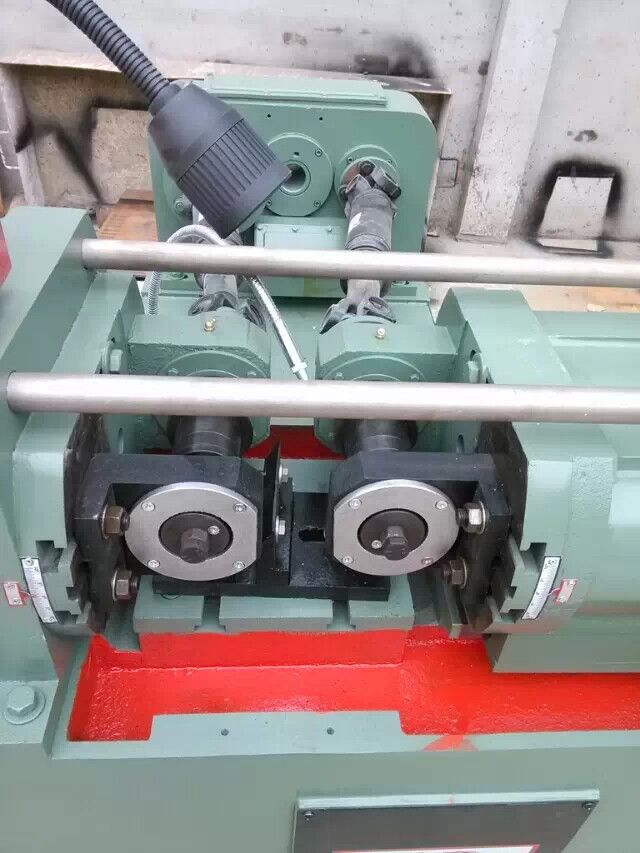
液压滚丝机是一种多功能冷挤压成形机床,滚丝机能在其滚压力范围内冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。滚丝冷滚压工艺是一种先进的无切削加工,能有效地提高工件的内在和表面质量,加工时产生的径向压应力,能显著提高工件的疲劳强度和扭转强度,是一种高效、节能、低耗的理想工艺。在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。滚轧轮的结构尺寸、形位公差及技术要求参照滚丝轮及圆柱测量齿轮制订,滚轧轮的公法线长度或跨棒距M按齿轮工中花键资料计算,所需材料可选用Cr12MoV(硬度59~62HRC)。

IMG_1078_副本
QQ图片20150101083205_副
QQ图片20020101002113_副
QQ图片20140715093724
QQ图片20150101083156_副
QQ图片20150317153614_副
QQ图片20150101081234
QQ图片20150101081227
QQ图片20150101083202_副
QQ图片20150213085312
QQ图片20140426133728
QQ图片20140418131223
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元