
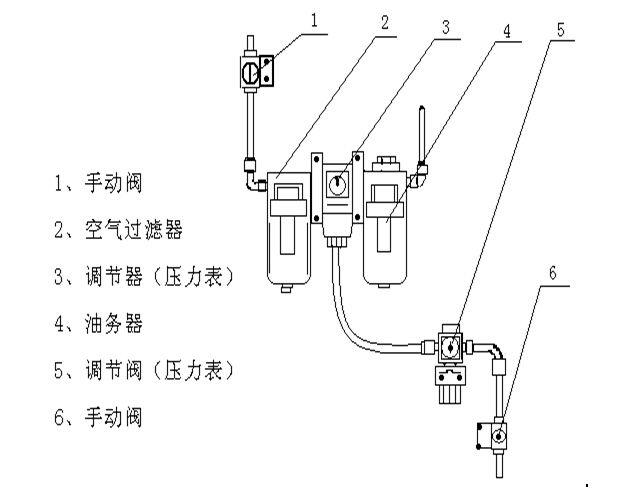
一:气动部分通过手动阀1控制空压机的来气(见上图),调节器3调节压力在0.5~0.7Mpa。空气过滤器2内若有水应及时除尽。油雾器4内应及时加透平油,以延长后部控制阀的使用寿命。手动阀6及调节器5为控制托模剂容器内的压力,压力应调整在0.2~0.3Mpa左右,以此控制喷雾量。
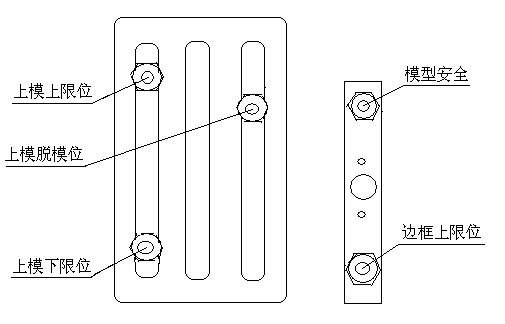
二:接近开关上模上限位X04控制上模提升高度;接近开关上模脱模位X06控制脱模时上模 下降位置;接近开关上模 下限位X05防止主缸活塞超程,当此开关接通时上模 将自动回至上限位后,停机。生产中根据模具及脱模情况应仔细调整“上模脱模位接近开关X06”,这是能否成功脱模的关键。接近开关边框上限位X08控制边框上升及边框的高度。接近开关边框安全限X24控制加压开始时边框下降位置,加压时此接近开关接通后上模开始下降,因此它为上模与边框的相对位置,此高度位置也应仔细调整。电控箱显示器操作说明:开机,显示欢迎画面,按“↓”键进入“时间调整1”画面。
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元


