| 材料 | 铝 | 功能 | 防潮、防腐、节能 |
|---|
蜂窝板安装方法
1.吊耳式
此安装方法是吊耳和蜂窝板分离式,吊耳单独加工后连接与蜂窝板的胶缝位置,胶缝适宜宽度为≥12mm,此安装方法使加工简单,安装方便。
2.翻边式
此安装方式是加工铝蜂窝板时即加工有安装用翻边,安装只需安慰置连接与龙骨及胶缝处即可,适宜胶缝宽度为≥10mm,此方法安装方便,但加工稍复杂,不适用于造型幕墙板。
3.扣条式
此节点为铝扣条式,扣条为特定型材,安装简单,但此方法对板材加工精度要求较高,不建议使用于长度大于3000mm以上的板材。根据扣条的宽度,板材中缝有20mm和40mm等。
蜂窝板生产流程:
在铝蜂窝板的加工复合过程中,按照已有文字资料、图纸进行钣金加工和铝蜂窝板加工复合细化设计,有以下几个步骤:
1、把不正规的手画图全部改为AUTO CAD画图。
2、对没有进行铝蜂窝板板块编号的图纸,要统一编号。对已编号的图号进一步编号:后缀+A代表面板;后缀+B代表底板;后缀+C代表铝蜂窝芯;依次类推。
3、对需要钣金加工的铝板或其他材料面底板,要认真测量出折弯系数,并建档。
4、编写目录,计算单件面积和总面积等等。
5、对要钣金加工的板块,要根据折弯系数画出钣金展开图,并表明尺寸。在图上未标明内外面的,落实后再画展开图。一般情况下,展开图上的主视图朝人的一面为内表面(通常无涂层表面),其他情况要特殊注明。
6、编写钣金加工说明书,写明加工流程,公差要求、注意事项、加工要点等等。
7、编写钣金加工下料表,字体要大。纹理方向顺长度方向表示为“↑”;纹理方向顺宽度方向表示“→”。
8、对需进行数控下料和数控开展开料的,要进行计算机编程,并存入U盘和其他技术资料一起交车间主任签收。
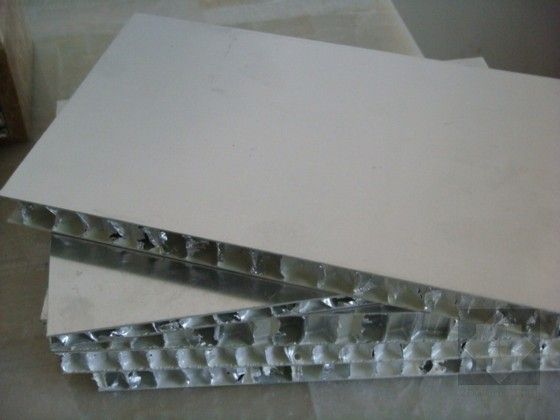
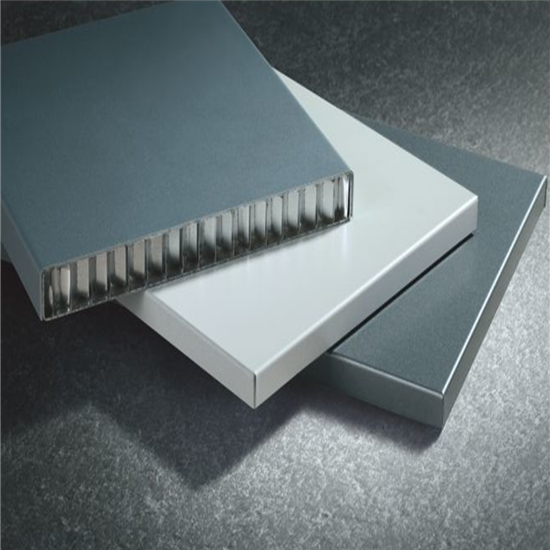
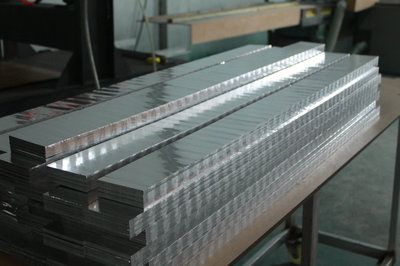
蜂窝板产品图片:
15
14
12
2
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议