
| 内径 | 20/25/32/40/50/63 mm | 外径 | 32 mm |
|---|---|---|---|
| 类型 | 注塑模具 | 厚度 | 2 mm |
| 重量 | 0.8-12 kg | 用途 | 注塑 化工 |
| 材质 | P20 2738 2316 |


台州市黄岩弘锦塑料模具厂坐落于闻名的模具之乡——浙江黄岩,此地临江近海、路通四方,地理位置优越,交通方便快捷,又处于江浙泸商业圈内,资金雄厚、人才丰富,发展条件得天独厚。
本公司是一家集研发、设计、生产、销售于一体的专业制造模具企业。专业设计并制造管件模具:UPVC给排水模具、PP-R冷热水管件模具、PE管件模具、ABS管件模具、PPSU管件模具,PP管件模具、各种规格扩口管件模具,塑胶阀门模具、PVC雨水管模具、PET管胚模具各种日用品模具。此外,还能根据客户提供的产品或2D/3D设计图纸制造精密、复杂、长寿命模具。
自从事模具行业十多年来,我们积累了丰富的模具制造经验,始终坚持紧跟世界模具行业标准的前沿,引进先进的设备和技术,配合精湛的加工工艺,遵守严谨的生产制度,实现信息资源的共享及高速传递,全面采用CAD/CAM/CAE系统设计,CNC程序加工中心,同时借鉴科学管理经验,不断创新,在保证质量的根本问题上,精益求精,我们还开发新产品,产品质量深受国内外客户的好评。
在经过时间的沉淀之后,我们不断完善着为客户设计、改形、制造到发货及维修一体化服务流程。始终贯彻客户的要求,力求做到**短的交货时间,追求精益求精的质量雕琢,保障宾至如归的售后服务,这就是是我们不变的宗旨。
"永创千秋业,连结四海友"为我厂的座右铭, 热忱欢迎中外新老客户随时来电,来函,来厂指导参观,台州弘锦塑料模具厂恭候您的光临!
PVC管件模具
PVC管件模具种类很多,归纳有以下几种主要类型:
1.改变断面的管件,根据要求,将圆形断面变为方形、椭圆形、多边形等等;2.变直径管件,指管端或管上某一部分直径减小;3.弯曲管件,我们接触比较多的,就是将直管变为不同曲率半径的弯管,如弯头、弯管等等。4.带卷边和封底类的管件,增加管端总强度向管的外侧或内侧卷边或将管件端部封住的管件;5.变壁厚的管件,指沿管子长度方向使壁厚发生变化;6.带凸缘和圆缘的管件,前者指管子端部向内侧或外侧凸,后者指在管的圆周方向形成隆起的或凹槽的管件.
PVC管件模具|PVC管件模具厂|PVC管件模具制造厂 (PVC管件模具价格面议,欢迎新老客户来图来样加工)
目前,中国全年塑料模具产值达534亿元人民币左右你相信吗由于中国经济的高速发展对塑料模具工业的要求是越来越严格,因此为塑料模具工业的发展提供了巨大的动力。据目前准确数据统计,中国全年塑料模具产值达534亿元人民币,这是一个已经存在的事实。
据了解,我国模具行业中塑料模具的占比可达30%,预计在未来模具市场中,塑料模具占模具总量的比例仍将逐步提高,且发展速度将快于其他模具。
建筑业的快速发展,使各种异型材挤出模具、PVC塑料管件接头模具成为模具市场新的经济增长点。黄岩弘锦模具厂是一家专业从事塑料模具制造的生产厂家。
近年来,随着塑料工业的飞速发展和通用与工程塑料在强度和精度等方面的不断提高,塑料制品的应用范围也在不断扩大,如:家用电器、仪器仪表,建筑器材,汽车工业、日用五金等众多领域,塑料制品所占的比例正迅猛增加。一个设计合理的塑料件往往能代替多个传统金属件。工业产品和日用产品塑料化的趋势不断上升。工业PVC管件模具秉承欧美工艺,质优价实,品质上乘,远销海外,欢迎新老客户咨询。
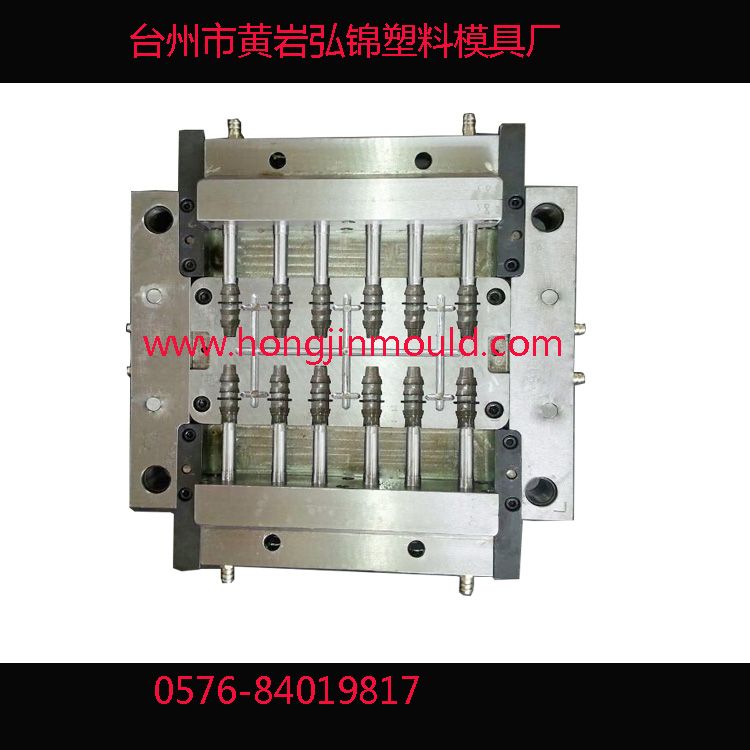
模具名称:PVC管件模具
模具类型:注塑模具
工序组合类型: 单工序模
模具安装方式: 固定式模具
产品类别: 工业产品
成形方式: 注射成型模
模具寿命:50万次
包装方式:木箱
加工周期:45-60天
售后维护:1年免费维护 PVC管件模具厂家|PVC管件模具加工厂|PVC管件模具厂家加工制造 (PVC管件模具价格面议,欢迎来图来样加工)
好的PVC管件模具厂家结构设计是制作一副合格模具的前提。我公司专业技术人员会对产品及模具结构进行全方位的分析,包括:
1). 分型面位置及精加工精度是否满足需要,会不会发生溢料,开模后是否能保证塑料制件留在有顶出装置的模具一边。
2). 脱模方式是否正确,推广杆、推管的大小、位置、数量是否合适,推板会不会被型芯卡住,会不会造成擦伤成型零件。
3). PVC管件模具厂家温度调节方面。加热器的功率、数量;冷却介质的流动线路位置、大小、数量是否合适。
4). 处理塑料制件制侧凹的方法,脱侧凹的机构是否恰当,例如斜导柱抽芯机构中的滑块与推杆是否相互干扰。
5). 浇注、排气系统的位置,大小是否恰当。
以上是PVC管件模具厂家的详细信息,如果您对PVC管件模具厂家的价格、厂家、型号、图片、塑料PVC管件模具厂家、注塑PVC管件模具厂家、有什么疑问,请联系我们获取PVC管件模具的详细资料)
注塑模基本组成
注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中**复杂,变化**大,要求加工光洁度和精度**高的部分。
浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。成型零件是指构成制品形状的各种零件,包括动模、定模和型腔、型芯、成型杆以及排气口等。典型塑模结构如图示。
一.浇注系统
浇注系统又称流道系统,它是将塑料熔体由注射机喷嘴引向型腔的一组进料通道,通常由主流道、分流道、浇口和冷料穴组成。它直接关系到塑料制品的成型质量和生产效率。
1.主流道
它是模具中连接注射机射嘴至分流道或型腔的一段通道。主流道顶部呈凹形以便与喷嘴衔接。主流道进口直径应略大于喷嘴直径(O.8mm)以避免溢料,并防止两者因衔接不准而发生的堵截。进口直径根据制品大小而定,一般为4-8mm。主流道直径应向内扩大呈3°到5°的角度,以便流道赘物的脱模。
2.冷料穴
它是设在主流道末端的一个空穴,用以捕集射嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口的堵塞。如果冷料一旦混入型腔,则所制制品中就容易产生内应力。冷料穴的直径约8一lOmm,深度为6mm。为了便于脱模,其底部常由脱模杆承担。脱模杆的顶部宜设计成曲折钩形或设下陷沟槽,以便脱模时能顺利拉出主流道赘物。
3.分流道
它是多槽模中连接主流道和各个型腔的通道。为使熔料以等速度充满各型腔,分流道在塑模上的排列应成对称和等距离分布。分流道截面的形状和尺寸对塑料熔体的流动、制品脱模和模具制造的难易都有影响。如果按相等料量的流动来说,则以圆形截面的流道阻力**小。但因圆柱形流道的比表面小,对分流道赘物的冷却不利,而且这种分流道必须开设在两半模上,既费工又易对准。因此,经常采用的是梯形或半圆形截面的分流道,且开设在带有脱模杆的一半模具上。流道表面必须抛光以减少流动阻力提供较快的充模速度。流道的尺寸决定于塑料品种,制品的尺寸和厚度。对大多数热塑性塑料来说,分流道截面宽度均不超过8m,特大的可达10一12m,特小的2-3m。在满足需要的前提下应尽量减小截面积,以免增加分流道赘物和延长冷却时间。
4.浇口
它是接通主流道(或分流道)与型腔的通道。通道的截面积可以与主流道(或分流道)相等,但通常都是缩小的。所以它是整个流道系统中截面积**小的部分。浇口的形状和尺寸对制品质量影响很大。
直接
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥279.00元
¥279.00元
¥279.00元





