| 不透水性 | 强 | 断裂伸长率 | 100 % |
|---|---|---|---|
| 材质 | 合成橡胶 | 形态 | 其他 |
| 形状 | 其他 | 规格 | 1kg胶水+40g固化剂 |
| 等级 | 优等品 | 抗弯强度 | 优 |
| 抗压强度 | 优 | 撕裂强度 | 优 |
| 防水产品类别 | 其他 |

茵美特德国原装进口冷硫化粘接剂SK313和固化剂(上图)
冷硫化粘接剂SK313是茵美特公司出产的一种双组份、高性能的工业粘合剂,适合金属与橡胶、橡胶与橡胶、纤维织物与橡胶的粘接,它是输送带冷硫化粘接、修补、滚筒包胶及各类橡胶衬垫材料应用的理想粘接剂。
冷硫化粘接剂SK313使用说明
避免阳光直接照射,防止温度降低到0℃以下(这样可能会产生凝结水)。
环境和物料温度+10℃到+45℃。
粘接表面:干燥洁净无化学物质和油脂等污物。
金属:用喷砂或打磨的方式将金属表面除锈且使其变得粗糙-推荐打磨深度为30um。用RAMIMTECH清洗剂SK353去除金属表面油污,粘接之前如果需要,涂刷一层金属底漆SK363并使其完全干燥,这样可以提高金属粘接面与橡胶的粘接力。
橡胶:带半硫化层的橡胶板、修补条则不需要对粘接面进行打磨,不带半硫化层的橡胶板需充分打磨橡胶表面(不要有光滑区域),用洁净干燥的毛刷去除粉尘,使用清洗剂清洗表面污渍。
织物:打磨平整其它橡胶区域,小心轻微打磨织物层(注意不能损坏织物层,建议使用钨钢打磨碟)用洁净干燥的毛刷去除粉尘,并使用清洗剂清洗表面污渍。
混合:充分搅拌冷硫化粘接剂SK313和UT-R40硬化剂,混合比例为100:4,并在2小时内使用该混合剂。
涂刷:在粘接表面涂刷2遍均匀的涂层。**遍涂层应完全干燥(至少30分钟,金属表面至少1个小时)第二遍涂层应干燥至略微沾手(可用手指背检查),如果过干,应再刷一层。
输送带撕裂、划伤修补操作方法:
**步:找到输送带破损部位, 先标记伤口的轮廓,标记部位应比破损部位大。

第二步:使用角磨机L1202配125mmK23钨钢打磨碟,对伤口部位进行打磨,直至损伤部位表面呈现一定的弧度,且无突起即可。

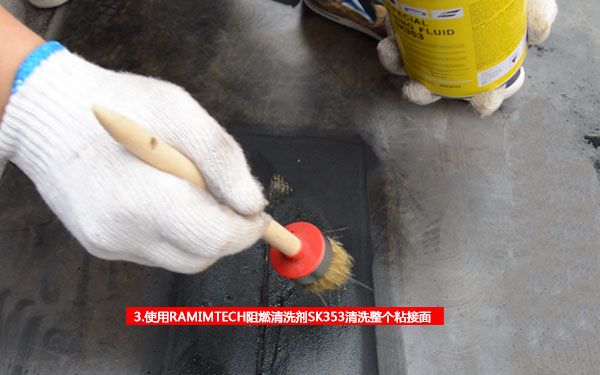
第三步:将打磨面用清扫刷清扫干净,使用清洗剂对打磨面进行深度清洗,待其干燥。
第四步:将冷硫化粘接剂SK313和固化剂按100:4调配好。

第五步:然后在破损面涂刷**遍冷硫化粘接剂SK313,待其完全干燥。破损面再涂刷第二遍冷硫化粘接剂SK313,修补条带半硫化层面也同时涂刷一遍冷硫化粘接剂SK313,两者待其似干非干(胶液不附着在指背)即可开始粘接。
第六步:将修补条粘接面沿着破损面进行贴合,在贴合过程中尽量避免包入空气。

第七步:贴合完毕之后,使用压实滚轮由内之外进行滚压,将修补面空气排出、压实。

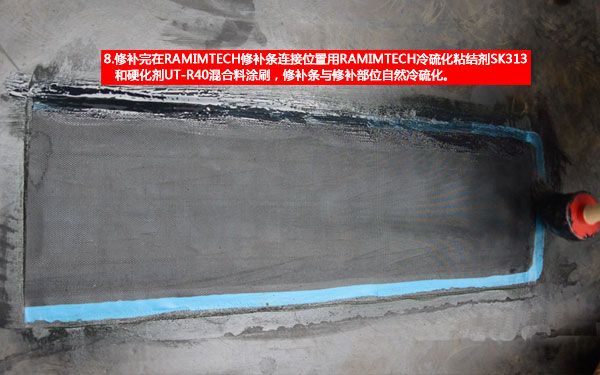
第八步:修补完,在修补条连接位置用调配好的冷硫化粘接剂SK313涂刷一遍,让修补条和修补部位自然冷硫化。
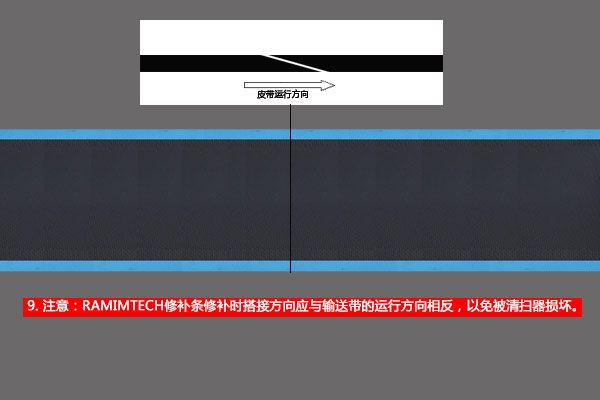
弟九步:注意修补事项,如下图。
注意事项
1、工作环境与材料温度高于5℃,周围环境的湿度须小于90%。
2、结合表面需干燥清洁,不含油脂、机油及化学药剂。
3、上述资料为现场实验所得结果,因为不同的材料及工作条件,我们建议您在现场施工时应先做实验。
4、未混合的粘接剂sk313与硬化剂应密封完好,置于阴凉干燥处保存。
5、本品固化前,应尽量避免与皮肤接触。若不慎接触,应速用清水及肥皂清洗。
SK313和钨钢打磨碟
德国进口修补条胶水SK313与修补条
SK313和修补条
SK313和橡胶板
Tel:
¥20.00元
¥20.00元
¥20.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥6.00元
¥12.00元
¥12.00元