
一、整机主要性能特点:
1、机架采用全钢整体焊接结构,通过正火及高频振动消除内应力,保证机床的整体精度,有**的刚度,有极好的抗扭曲、抗倾斜能力。加厚的工作台板、加厚的滑块,使整机具有很高的刚性,因此折弯时滑块、工作台变形极小,工件具有极好的直线度和角度一致性。
2、参照德国DIN55222T2-80标准设计。
3、液压系统采用集成式控制系统,减少管路安装,采用进口密封圈,提高了机床的工作稳定性,外形美观简洁。
4、机床的主油缸活塞采用了航天技术-表面镍磷处理,其硬度可达HRC60以上,与活塞相对运动的导套采用了有自身润滑性的锌基耐磨合金,可使油缸长期处于良好的工作状态。
5、采用扭轴同步,机械挡块,可靠、经济、精度高。
6、后挡料距离、上滑块行程由数控系统自动调节,亦可手动调节方便操作。
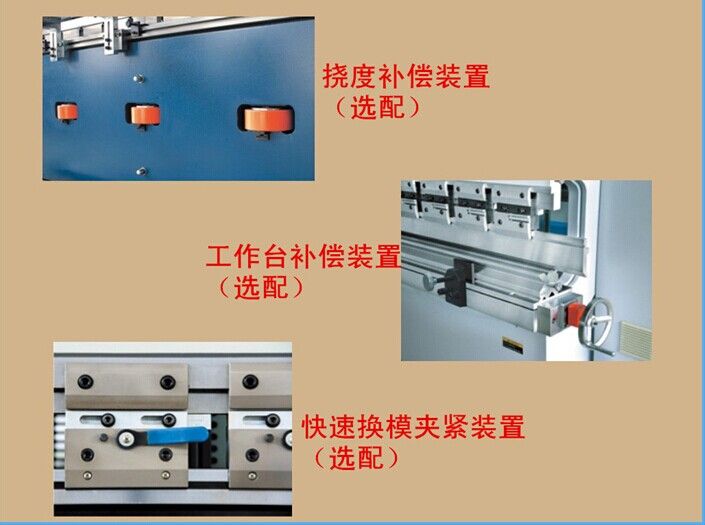
7、上模配有绕度补偿机构。
二、数控系统功能:
台湾台达触摸屏中文数控系统(或者荷兰Delem数控系统):
1、具有单向和双向定位功能,能有效消除丝杠间隙。
2、具有退让选料功能,避免挡料装置与工件的干涉,减少磨损,提高定位精度。
3、具有自动或手动搜索参考点功能。具有断电位置记忆功能,对参数、位置及程序进行现场保护。
4、具有多步加工编程功能,可实现多步动运行,完成多工步零件一次性加工,提高生产效率
机床的主要结构与性能
1. 机身采用钢板焊接,结构件经振动时效处理消除内应力,喷丸除锈;
2.
采用双缸结构。电液比例伺服阀同步(Y1,Y2),电液比例伺服系统是一种位置控制系统,机床的抗偏载能力很强,它能通过光栅动态地检测出滑块的位置误差,电液比例阀分别控制改变两油缸的运动速度,进而纠正滑块的同步误差,当在一个油缸满负荷,另一个油缸零负荷时(既滑块在完全偏载的情况下),滑块也可始终与工作台保持平行;
3. 后挡料为X数控轴,X轴控制挡料梁的前后运动与定位;
4. 液压系统采用德国原装电液比例液压系统,管路简捷集中;
5. 采用日本NOC公司进口的密封圈,密封可靠;
6.工作台采用V轴控制的液压挠度补偿系统;
数控系统、电器系统、液压系统
1.数控系统
1.1.控制系统为荷兰Delem公司的折弯机**数控系统
本系列液压折弯机是双缸上动式的数控液压折弯机,它通过伺服比例阀上的各类阀门动作来驱动左右油缸的伸长与返回,从而带动滑块的上升与下降。滑块的同步采用全闭环电液伺服控制技术,滑块位置信号由两侧光栅尺反馈给数控系统,再由数控系统控制同步阀的开口大小,自动调节油缸进油量的多少,从而控制滑块(Y1、Y2)轴的同步运行,始终保持对工作台的平行状态
1.2.数控控制轴数4+1轴;
Y1 。 Y2-滑块上下运动(电液伺服传动)
X -后档料前后运动(伺服电机传动)
V -工作台挠度补偿(液压补偿油缸);
H - 后挡料的上下(伺服电机传动)
Y1、Y2轴定位精度±0.01mm,重复定位精度0.01mm; X轴定位精度±0.025mm,重复定位精度0.025mm;
V轴定位精度±0.025mm,重复定位精度0.025mm;
H轴定位精度±0.025mm,重复定位精度0.025mm;
该折弯机,除了可让后挡指数前后移动之外,对于不同高度的工件,后挡指也可以上下移动未完成工作的定位。
另外本公司可以根据客户的要求,对设备的后定位也可以单独的控制,即8+1轴(Y1、Y2、X1、X2、R1、R2、Z1、Z2、H),此种系列的折弯机可以对不同角度的工作一次折弯成型
1.3.嵌入式Windows XP操作系统;
1.4. 10.4英寸TFT真彩LCD显示器,可进行二维图形方式编程,
1.5.独有的离线编程功能;
1.6.USB鼠标接口;机器工作时间与折弯次数自动累计;
1.7.折弯工序自动编程与折弯模拟;
1.8.伺服控制,变频控制和AC交流电机控制
1.9.存储容量32MB,产品模具信息存储容量2MB;
1.10. .远程诊断,公英制转换;
1.11. 具有多机联动操作、断电记忆和操作警告系统;
1.12.可设置轴移动速度,自由设定材料参数,自由编制模具、图形编制模具;
1.13. 可计算模具安全区域、折弯压力、折弯允差、工作台变形调节;
1.14.可自动大圆弧计算
1.15. 具有角度校正数据库
2.电气控制系统
2.1.主要电气元件选用德国施耐德和日本欧姆龙公司产品;
2.2.电器箱主体由南京埃斯顿自动化有限公司专业设计制造;
2.3.带移动的按钮/脚踏开关操作站,设有紧急停止按钮;
3.液压控制系统
3.1采用德国力士乐电液比例伺服阀;
3.2液压系统有超负荷溢保护,高压滤网阻塞警报显示装置;
3.3采用上海诚捷公司齿轮高压泵
3.4机床可在额定负荷下连续工作,液压系统工作稳定可靠,故障少;
云南昆明300T折弯机价格
云南昆明汽车货箱加工折弯机厂家
云南昆明名牌折弯机生产厂家
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元





