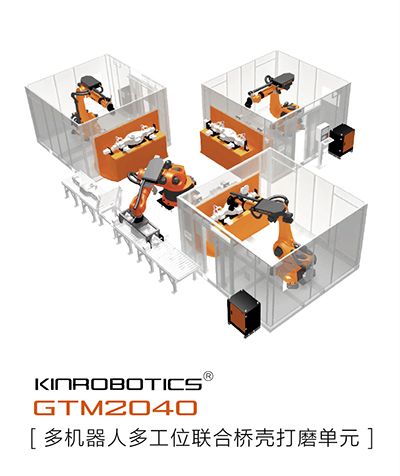
多机器人多工位联合桥壳打磨单元是针对各类驱动桥壳铸件,利用机器人带夹持工具对铸件的浇冒口进行切割和飞边毛刺的打磨而专门设计的产品。该单元主要由4 台机器人构成,上下料机器人、切割机器人和打磨机器人,加工过程中,双工位定位工作转台与工件上下料输送辊道的协同,全自动化完成桥壳的切割打磨过程,工件**大重量500kg。
高柔性,离线编程
该系统的卓越柔性体现在转台定位装置的可调设计和搬运机器人末端夹具工装的可调设计,可针对不同规格的桥壳进行相应调整。打磨不同桥壳时只需调整定位装置和夹具的位置即可,更换时间不超过3 0 分钟。系统具备离线编程功能,可对不同的打磨方案和多机器人的协调工作进行离线编程,在不影响正常生产的情况下,提高打磨质量,减少废品率。
双工位转换定位系统
机器人打磨过程中,机器人搬运桥壳至转台,转台上集成可自动定位夹紧装置,快速、可靠;在打磨件和未打磨件间自动交换,实现工件的装卸载。该系统回转时间短,具备高灵活性,可减少上下工件的定位夹紧时间。让打磨效率更高。
激光测量系统
激光测量系统可以检测零件被加工表面尺寸,并将数据反馈给机器人,通过运算自动补偿由于铸造公差与夹具公差所引起的加工误差,提高零件打磨质量。
自动排屑系统 [选配]
打磨所产生的铁屑可通过本系统及时排出,减少人工清理的操作时间,降低操
作风险,提高设备使用效率。
|
被加工件 |
|||
|
被加工零件种类 |
桥壳 |
||
|
被加工零件**大长度 |
1650mm |
被加工零件材料 |
铸钢、铸铁、压铸铝 |
|
被加工零件**大重量 |
500Kg |
|
|
|
机床参数 |
|||
|
转台速度 |
12s |
快移速度 |
2m/s |
|
夹具**大夹持力 |
10000N |
输送机承载 |
1t/m |
|
主轴转速(max) |
18000rpm |
主轴功率 |
22.1kw |
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元