
| 内径 | 600 mm | 外径 | 620 mm |
|---|---|---|---|
| 类型 | 干式喷砂机 | 厚度 | 1450 mm |
| 重量 | 160 kg | 用途 | 广泛应用于玻璃,大理石等石材的喷砂及立体雕刻作业,船舶制造喷砂,桥梁、铁路、集装箱、石油化工设施等钢结构涂装前的表面处理, 除锈 防腐处理,具有无尘环保,不污染空气的优点,可在任意场合施工,而不需要考虑灰尘给周边环境造成的污染和干扰,是目前越来越流行的户外喷砂施工模式. |
| 材质 | 钢结构 |
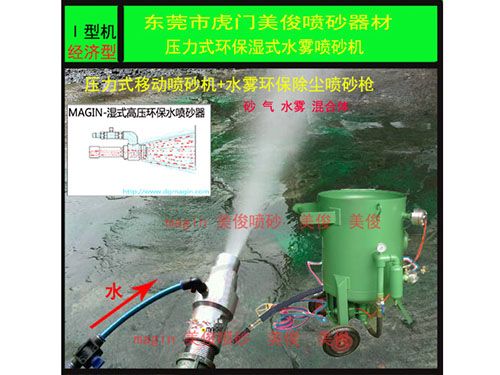
高压水喷砂机美俊Ⅰ型机(干式高压喷砂+水雾枪)
详情说明
东莞美俊喷砂器材专业生产:全功能型湿式水喷砂机
高压水喷砂机,水喷砂机,环保水喷砂机,高压水喷砂罐,高压水喷砂,高压水喷砂除锈,压送式水喷砂机
高压水喷砂机-美俊Ⅰ型机
■Ⅰ型机:虹吸负压水喷砂机,负压水喷砂房,不锈钢水喷砂系列
■Ⅱ型机:高压水喷砂机,高压水喷砂机房, 除锈除漆除氧化层系列清理系列
■Ⅲ型机:高压水射流喷砂,钢卷钢板高速清理水喷砂机,除锈除漆除氧化层清理系列
■高压水喷砂机,高压水喷砂机房
Ⅰ型高压水喷砂机:
干式压送式喷砂机+环保除尘水雾喷砂枪
特点:罐子里是干砂,砂管里是干砂,只有到枪以后才和水雾混合,不影响沙粒磨料的装机速度,效率高. 缺点是喷出去的沙子是湿润的,
回收后要烘干才能装罐使用,所以本机适合户外使用一次性低成本磨料(例如:河沙,石英砂,铜矿砂)喷砂.
东莞美俊喷砂器材的压送式移动喷砂机,采用卸压式气动控制模式,此机的特点:
1) 一个人可以操作一台机,可独立控制开机,关机,节省人力;
2) 气动控制,联动排气,泄压,使得喷砂罐停机气压为0,开机运作过程压力不超过6公斤,这样远离喷砂罐的设计压力,从而改变了增压的安
全隐患,同时又能保证高压喷砂机的喷砂效果,是安全型的压送式高压喷砂机;
3) 采用停机瞬间排气的技术,这样可以保证罐内残存的气压把磨料继续压入砂管内造成再次开机堵砂,同时,由于手控开关的应用, 由操作者
在手中控制,使得开机和喷砂同时进行, 有效控制砂管内高压空气和磨料的混合比例,减少脉冲现象,使得喷砂很顺畅.
由于以上的技术特性,使得美俊喷砂器材的压送式喷砂机特别适合工程类的长时间喷砂加工,加长管道喷砂(50米/80米/100米),由于一个
人可以在操作一台机器,随时开机关机由自己控制,既节省人力,有可以达到独立控制的方便性和安全性,是喷砂工程施工的**喷砂器械.
东莞美俊高压水喷砂机Ⅰ型机喷砂系统:是一种以压力式移动喷砂机作为主工作系统,雾化的水作为辅助降尘的移动结合体喷砂处理方式,是目前开放式水喷砂,
环保无尘喷砂的**节省成本和有效的一种方式.

广泛应用于玻璃,大理石等石材的喷砂及立体雕刻作业,船舶制造喷砂,桥梁、铁路、集装箱、石油化工设施等钢结构涂装前的表面处理, 除锈
防腐处理,具有无尘环保,不污染空气的优点,可在任意场合施工,而不需要考虑灰尘给周边环境造成的污染和干扰,是目前越来越流行的户外喷砂施工模式.
压送式高压水喷砂系统实际上由两部分组成:
1)喷砂主力系统: 采用标准的干式压力式移动喷砂机系统.
2)除尘系统: 采用轻微压力源的自来水供水系统,经水雾喷砂枪处理后和高速喷出的磨料混合射出,达到去除灰尘的目的.

一:喷砂系统
压送式高压水喷砂系统:
主喷砂系统为压力式的移动喷砂机,是一种热喷涂前处理机器,以压缩空气为动力,将清洁干燥磨料以高速喷到所需喷涂的工件表面,以达到表面清洁、
毛化要求,也可以进行除漆、焊缝除锈、制备毛化玻璃和其它工件的喷毛处理,效果十分显著,清理级别达到SA2.5-3.0,其粗糙度达到工艺要求。 产品
具有用途广泛、结构紧凑、维护简单、使用方便等特点,它是热喷涂(焊)各种防腐层必备的机器。
喷砂主机为自排气泄压的压力式移动喷砂机
泄压式主要指标:安装自动排气阀,进气阀安装在进气口**前端,停机0气压,按下开关,砂罐开始充气,增压,喷砂同步开始.
由于泄压式是在开关按下后砂罐才开始充气和增压,在增压的同时喷砂机已经开始喷砂工作了,这时罐内的气压永远不可能高于空压机的供气
压力(8KG),而停机后又会迅速把罐内压力排泄掉,所以泄压式的喷砂机具有安全可靠的特点,完全不用为压力值而担心,是很可靠的压送式喷砂
机.同时又由于泄压式喷砂机的开机即工作的特点,这就要求提供压缩空气的空压机要有较大的流量才能保证喷砂机的开机瞬时气压和后续的
流量要求,对空压机要求较高.
(特点:每次作业喷砂机自动运作,一人操作,简单方便.每次作业完成,松开气控开关,砂缸自动排气,安全可靠,同时泄压可减少堵砂现象.)
泄压式压力移动喷砂机气动遥控系统由进气阀、自动排气阀、控制气管、手动控制开关及气控调砂阀(手动砂阀)组件构成。
工作过程说明:
工作时压下手动控制开关的手柄,控制气流经一根气管(红色)(截止阀上A口冲出)到达手控开关,经另一气管(蓝色)排出至截止阀上进气口(B口),
从而使截止阀内的主管道进气阀门打开,打通进入砂缸和缸侧送气管的气源通道. 同时从B口进来的气源经截止阀上排气口(c口)冲出至排气阀及
(或)调砂阀,调砂阀打开-排气阀关闭,这时砂缸顶部蘑菇头冲起,罐内达到密封,缸内压力升高,喷砂作业开始。
此机型的特点是每一次开关,空气截止阀(进气阀),自动排气阀,气控调砂阀(手动砂阀则常开)这三个阀都必须启动,喷砂缸的气体都会增加和
排放,且每一次的开关都有一定的时间,因此要等喷砂缸的气体全部排放完毕,操作工人才可放下喷枪。
一、该机型系统参数:
1、设备主要技术参数及结构
1)主要技术参数
|
缸体直径:600mm 喷砂效率:15-35平方/H |
|
缸体高度:1300mm 喷砂等级:SA2.5-3.0 |
|
容 积:0.3-0.6立方 耗 气 量: ≥3立方/min |
|
使用气源压力: 0.6-0.7Mpa 功率:35HP 使用气源压力: 0.6-0.7Mpa(8KG) 不得超过8KG压力 |
|
大管: 35HP(8MM枪嘴)-50HP(10MM枪嘴)-75HP(12MM枪嘴) 小管:20HP以上 |
|
设计压力:8.8KG 实验压力:1.15MPA(11.5KG) 特点:故障率低,易损件少,投资少,效率高,移动和固定式结结合,可定点喷砂房使用,亦可户外移动使用. |
2本机优点:
1.结构紧凑,性能优越,操作简单,方便;
2.缸体的设计和生产符合压力容器标准,安全可靠.
3.采用标准通用件,易更换,成本更底,特别是磨损件和固定件分离,中间加装耐磨件,有效减少更换损耗成本;
4.可随时改装加装瞬间控制功能,采用电动控制或气动控制,满足客户不同的需求,可单**人操作.
5.外壳经过加厚喷漆, 喷涂防锈涂料,美观实用。.
3磨料颗粒要求:
喷砂除锈用的砂,要求颗粒坚硬、有棱角、干燥无泥土及其他杂质;标准以棕刚玉粒度砂为好,经济实惠以石英砂为好,粗河砂亦可;
同时,应考虑砂料运输条件,单价高低,回收能力等因素;砂料粒径以0.5~1.5mm为宜,筛选前须晒干,存储于棚内、室内,筛孔大
小为:粗筛40~48孔(粒径1.2mm)、细筛372~476孔(粒径0.3mm)
砂罐加砂时应在罐顶加盖16#以上的筛网对砂粒进行筛选,防止异物落入罐内,造成砂阀或喷嘴的堵塞.
4气源要求:
|
使用气源压力: 0.6-0.7Mpa(8KG)不得超过8KG压力 |
功率对比: 35HP(使用8MM枪嘴)/50HP(使用10MM枪嘴)/75HP(使用12MM枪嘴)
压缩空气必须经冷却装置及油水分离器处理,以保证干燥、无油;
油水分离器必须定期清理;
一般空压机气压为6.0×105~6.5×105Pa,气压变幅为0.5×105~1.0×105Pa。
一般砂桶气压为4.5×105~5.5×105Pa,不得小于4.0×105Pa。
砂罐压力如果超过0.7MPA,请停止供气,并排走罐内气体,检查原因并处理好.
二、使用
1、准备
除锈喷砂机使用前作业保护要求:
检查-喷砂前对非喷砂部位应遮蔽保护。
检查-喷砂前喷砂机各种管道和控制阀门是否连接好,是否在合适的开关位置-调砂阀(8)及进气阀(4)必须保证在关闭的状态,排气阀(17)为关闭状态.
检查-喷砂工佩戴的防护工具、安全带(绳)和供氧装置是否安全可靠,以及喷嘴磨损情况(当孔口
直径增大25%时宜更换喷嘴)。
按图接通各连接路及所有管路,并检查其是否牢固,密封。
检查-气动控制系统是否正常、手控开关是否正常。
检查-排气阀是否关闭。
1)用空气软管将喷砂机与气源连接,且紧固无误(使用**接头连接固定,加铁线牵拉气管),防止脱管.
2)将喷砂管接到磨料阀出口端的快速接头,且锁定(龙抓对接后用螺丝锁定卡孔),防止砂管在使用过程中脱落,产生意外危险.
3)将洁净干燥的磨料装入喷砂机桶内。(加砂以砂缸2/3内为易)
4)起动空压机,使表示压力达到所需的工作压力,空压机置于喷砂机上风口,以防止喷砂清理所造成的粉尘被吸入空压机.
5)穿戴好喷砂用防护用品。
2、钢结构除锈喷砂机的操作控制:
1)先把侧面气管球阀开关(4A)关闭, 同时关闭罐底调砂阀或球阀(8),喷砂工握住喷砂枪准备工作。
2)打开空压机气源,打开进气球阀开关(4),进气阀气源接通,缸内开始进气;
请观察压力表,正常压力值在4-6MPA范围,如果压力表压力过大,超过7MPA,请停止供气,并排走罐内气体,检查压力值过大原因,
联系供应商(空压机或喷砂机)咨询相关事宜;
3)通气后高压空气入砂缸,缸内加压, 顶上伞形密封阀自动顶起将进料口封住,喷砂机内压力继续升高, 喷砂枪即可自动进入准备喷砂
状态,这时喷砂工要紧握喷枪,随时准备喷砂。
4)打开侧面气管球阀开关(4A),喷枪有气出来,再打开砂缸底下砂阀球阀(8),喷砂开始。
★在喷砂作业时,根据喷砂状态,调节磨料阀(砂缸底下砂阀球阀8)上的手柄,可调节磨料出口流量的大小(水平方向为关闭,垂直方
向为全打开),磨料的流量不宜过大,在太阳或其它明亮的光源下观察,含有磨料的空气流与纯空气流并无多大差别。
5) 作业结束时,喷砂工仍需紧握喷枪,另一位协助喷砂工关闭机器。
★关闭进气球阀开关(4)---关闭砂缸底下砂阀球阀(8)----关闭侧面气管球阀开关(4A)
★这时喷砂枪慢慢自动停止喷砂工作,喷砂工需待砂管内的余砂和气排完后才能放下喷枪,保证安全。
★所有工序完成后,砂缸内仍有高压气体,短时停顿可以继续1)-4)步骤进行喷砂。如果需要停机,则需手动打开砂缸顶部侧面的排气
球阀(17),把缸内气体排泄完成。
喷砂距离:喷砂时喷枪到基体钢材表面距离以100~300mm为宜,
喷砂角度:喷射方向与基体钢材表面法线夹角以15°~45°为宜。
喷砂除锈后,进行下一道工序前,如遇下雨或其他造成基体钢材表面潮湿的情况时,要待环境达到施工条件后,用干燥的压缩空气吹干表
面水分后再进行喷砂施工。如须重新喷砂,不可降低磨料要求,以免降低粗糙度,造成后续喷涂附着力低下。
喷砂作业全部结束后,关闭空压机主气源,停止给空压机供气,打开空压机排气阀, 排放空压机内残余气体.关闭电源,关闭空气压缩机。
长时间不用喷砂机,需清理缸内剩余磨料,防止潮湿结块或堵砂.
三、停机
喷砂机需较长时间停机时,桶内磨料应清洁干净,以防止重新使用时因磨料受潮而发生故障。清理磨料的步骤为:
1、卸掉喷嘴。
2、将喷砂软管置于一容器内。
3、关闭侧气阀(4a)和排气阀(17)且磨料阀开启到**大限度。
4、打开进气阀(4),让喷砂机作业,直至把缸内多于磨料排干净,**后打开侧气阀(4a),把砂管内磨料吹干净.
喷砂机夜间置于户外时应加盖,以防止水进入桶内。
四、维修保养
1、更换封闭阀(伞斗)
打开检修口阀门,用小型管子钳旋下锥形封闭阀(伞斗)下的接口(导管),把它们从桶内取出。换上新的封闭阀后按原样装好。
装上检查孔盖,拧紧所有的螺钉。
2、更换进料口密封圈
用指甲或螺丝刀轻轻地将旧密封圈取出,然后把新密封圈压入密封阀座内。
3、定期检查进气阀(空气截止阀)和排气阀内的O形密封圈、活塞、弹簧、密封垫和其他零件的润滑和磨损情况。
五、故障排除
1、堵塞
1)喷嘴出口处既无磨料也无空气
关闭进气阀(4),打开排气阀(17),待喷砂机卸压后,检查喷嘴是否堵塞,堵塞则需清理,即可继续喷砂;
2)有空气无磨料
如果喷嘴没有堵塞,则可能在调砂阀处或罐底下沙口处堵塞,需要拆卸砂阀检查,排出异物,重装砂阀后继续喷砂.
将磨料阀开启到**大到限度,快速打开随后马上关闭主进气阀(4),然后快速打开主进气阀(4),多次循环,利用脉冲力冲击堵塞物,若
此法不能奏效,则需拆卸检查调砂阀是否堵塞,如不能解决问题则需打开检修孔(15)清除桶内杂物,清除磨料阀内堵塞物。
2、喷砂不稳定:磨料流量稍有不稳乃属正常现象。若磨料流量持续不稳,快速打开随后马上关闭侧气阀(4a)或关小侧气阀(4a)即可
消除此故障,同时根据需要可以调节小侧气阀(4a)的开关,关小以减少气流等,调到一定程度可消除不稳定现象.
3、清除受潮的磨料
保证磨料阀喷射前方无人或反弹物,在关闭磨料阀的前提下, 卸掉喷砂软管及相应的密封垫,打开磨料阀(8)及进气阀(4),来回关闭
打开侧进气阀(4a),受潮的磨料即可被清除干净.
(注意:磨料的进口速度很高,无关人员须远离磨料阀的进口)。
随后关闭进气阀(4),打开排气阀(17),再把卸掉喷嘴后的喷砂软管接到喷砂机上,打开进气阀(4)和侧气阀(4a),喷砂软管内湿
磨料亦被清除干净。关闭排气阀(17),再把喷嘴接到喷砂软管上,喷砂作业即可正常步骤重新进行。
4、排气阀不排气或排气缓慢
1)清洗
2)更换排气阀.
六:注意事项
1) 所使用的磨料必须是干燥和经过筛选的,并且没有杂质.
2) 磨料**多只能加到罐体容积的五份之四,不能加满.
3) 伞形自动封闭阀(蘑菇头)上下动作不灵活时,请不要再导入磨料,应该进行修理或更换,(0型密封圈一般磨损即换,没有磨损3-6个月也
应该更换一次,防止老化不密封).
4) 磨料全部进入罐体后,用吹尘枪或扫帚清理蘑菇头,只有砂粒全部进入罐体后才能打开气阀送气, 防止砂粒磨损O型圈和蘑菇头.
5) 在操作过程中因故障原因喷砂间断,不能用锤子,扳手或其它重物硬物敲击罐体或喷枪,应采用其它相应措施来处理和清理,应该停止作
业,卸掉罐体气压后再进行处理.
6) 喷砂管在充压,高压状态时,不能随意移动,敲击,插拔气管和喷枪,否则会引发危险,造成事故.
7) 因为磨料通过喷砂管到达喷嘴有一定的距离,因此需要一定的时间才能自喷嘴喷出,所以在调节砂阀的砂量大小时,调节手把的频率要
慢一些,要边观察边调整(调砂阀喷枪不能对准人和物).
8) 说使用的压缩空气必须几个难过过滤,滤掉水分和油雾的压缩空气,并且保证良好的压力,**高值压力不能超过8KG/平方(0.7MPa).
9) **不能使用砂粒直径大于使用喷嘴口径1/3的磨料.
10)喷砂作业是**禁止把喷嘴对着人,旁边也不能站人.
11)根据空压机的流量合理选择不同口径的喷嘴,在喷嘴口径磨损增大后(一般超过1.5MM)应该进行更换
喷嘴口径与空压机流量关系
|
喷嘴直径 |
|
有效压力(MPa) |
清理效率m2/h (Sa2.5—Sa3.0) |
||
|
0.5 |
0.6 |
0.7 |
|||
|
6.5mm |
空气消耗量(m3/min) |
1.6 |
1.9 |
2.1 |
6—11 |
|
磨料消耗(Kg/h) |
170 |
200 |
240 |
||
|
8mm |
空气消耗量(m3/min) |
2.9 |
3.5 |
3.9 |
10—20 |
|
磨料消耗(Kg/h) |
280 |
340 |
380 |
||
|
10mm |
空气消耗量(m3/min) |
5.4 |
6.5 |
7 |
16—30 |
|
磨料消耗(Kg/h) |
500 |
600 |
680 |
||
水雾枪 20170424164747_13967
干式喷砂机 20170531151621_85024
喷砂现场 20170531152435_23526
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥279.00元
¥279.00元
¥279.00元


