2.1抗冲蚀性:龟甲网防磨层采用焊龟甲网后填充耐磨衬里涂料;与基体焊牢后的龟甲网内正六角龟甲状钢格网能较牢固地扒住格内填充料,故内衬不易脱落、碎裂。抗冲蚀性优,抗腐蚀性(耐酸性)优,45度攻角时为铸石涂料的2-3倍。
2.2耐磨性能优:龟甲网耐磨层年磨损量<0.1g/m2;龟甲网与其他耐磨成份组合,具有非金属材料的高耐磨性和金属材料的抗冲击性,能经受固体颗粒的长期冲刷。
2.3粘结性强:龟甲网与管壁采用焊接固定,耐磨层与基体固定连接。
2.4使用寿命长:可用4年。
2.5耐高温性:龟甲网与耐磨材料复合层可耐700℃左右的温度;具有一定的耐高温性。
2.6厚度:龟甲网厚度:10mm,龟甲网与耐磨衬里涂料复合层的厚度:15mm-20。在磨损严重部位再相应增加耐磨涂层厚度。
3、防磨层技术参数应达到以下要求:
密度 ≥3000kg/m3
硬度HV ≥3000
耐磨度g/cm2 ≤0.09
抗拉强度(钢-钢) ≥400千克力/cm2
抗压强度 ≥1000千克力/cm2
剥离强度(铝-铝,T型剥离) ≥50N/cm
使用温度 ≤700℃
二、工艺流程
清理管壁表面→焊接龟甲网(挂钢板网)→涂抹耐磨衬里涂料→检测厚度→自检→总体验收。
三、施工方案
1.施工部位的表面处理
设备内壁存在铁锈和松散的浮灰、油漆等杂物,先用扫帚和打磨机等工具将铁锈和浮灰等杂物清理干净,必要时,用溶剂(丙酮、汽油)清除油污,再用化学处理剂处理,提高表面活性。
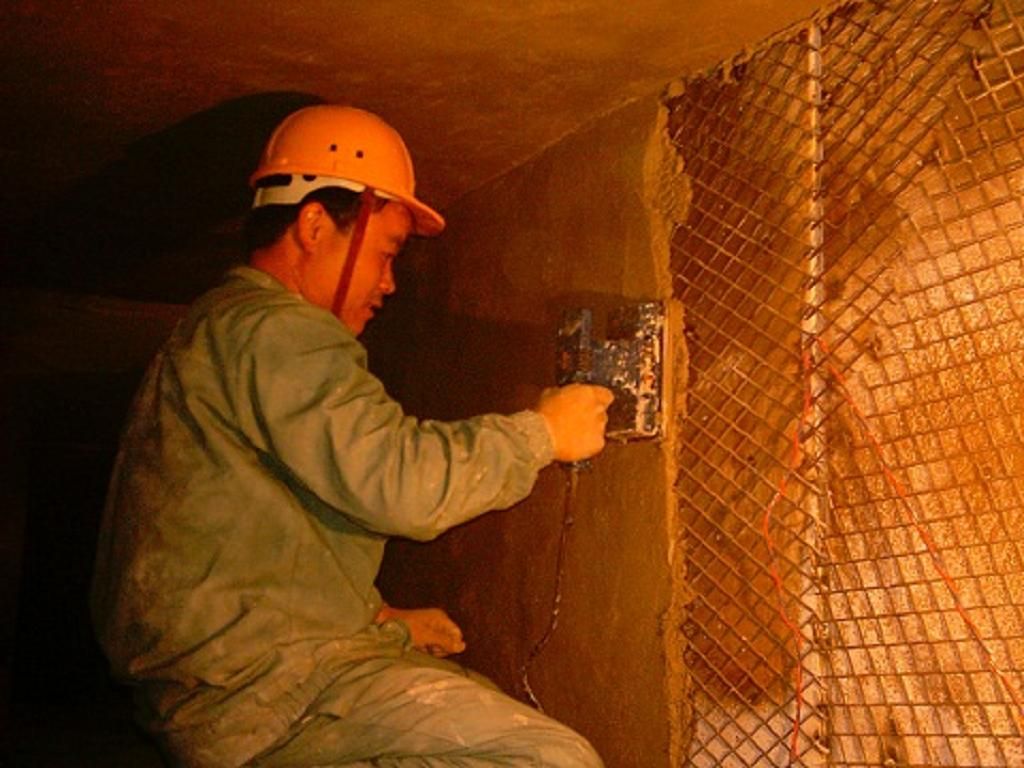
2.焊接龟甲网
2.1根据烟道实际尺寸,先将金属网裁剪好。焊接时,将网紧紧贴靠管壁表面,并用木棍将网顶紧,不能留有空档及间隙。然后采用点焊方法焊接龟甲网,间距为100×100mm。焊接牢固,不能有松动或向外拱起弹动现象,以确保衬里材料涂抹上去后密实牢固。
2.2钢板网的规格为25×35×3mm,混凝土塔壁固定方法在混凝土上打膨胀螺栓。
2.3检测龟甲网厚度,达到施工质量要求后才能进行下一步工序施工。
3.涂抹耐磨衬里涂料
3.1清除点焊氧化层及尘灰、清除焊孔内的焊渣,并将凸出于金属片平面的焊肉磨平。
3.2将所需的耐磨衬里材料配好后在搅拌机中搅拌到均匀松散,掺入胶黏剂调和稀稠适当便于施工。
3.3将搅拌好的胶料,用泥桶装好,涂抹到网孔中覆盖整个网面且要拍打锤实紧密,不能留空隙。并及时修整抹平使表面平整无裂缝,收边平直圆滑。
3.4注意事项:抗磨衬里材料涂抹完毕之后,其常温固化时间不得少于24小时,在未经固化之前,不得受水冲刷,之后方可点炉升温使用。
4.检查厚度:检测复合涂层的厚度,涂层厚度不小于20mm,对不达标的部分进行修正。
5.自检:施工结束后对工程质量进行全面检验,不合格部位必须返工,确保工程质量。
6. 工完料净场地清,质量验收合格。
1400156896_7427
磨陶瓷涂料现场施工图 (7)
a439fcc458b5c632ea19
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥200.00元
¥220.00元
¥210.00元
Tel:
¥面议
¥面议
¥面议