东莞市金晟金属材料有限公司
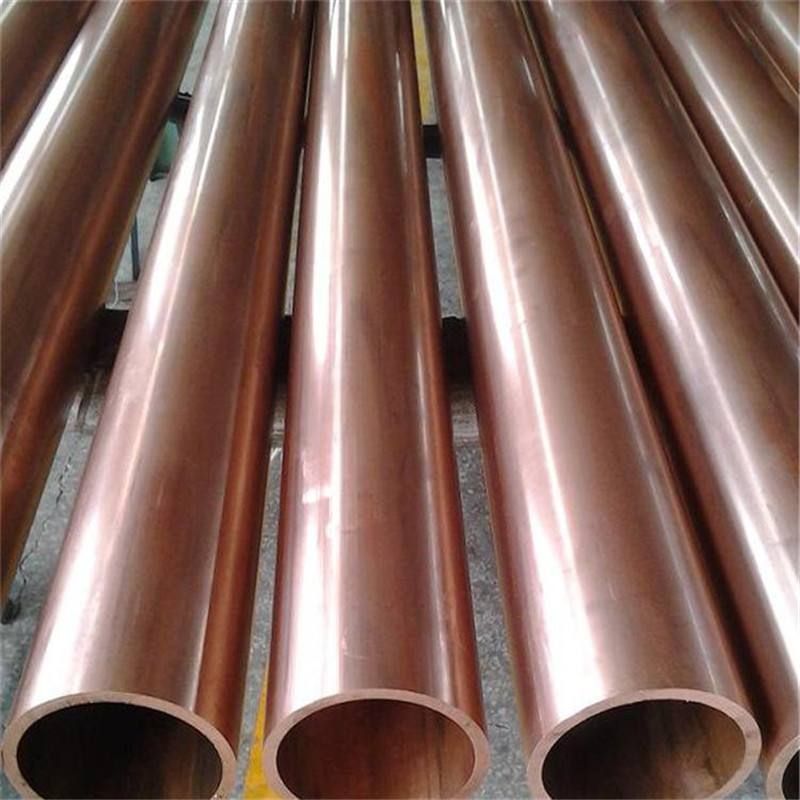
紫铜管的应用比纯铁广泛得多,每年有50%的铜被电解提纯为纯铜,用于电气工业。这里所说的紫铜,确实要非常纯,含铜达99.95%以上才行,极少量的杂质,特别是磷、砷、铝等,会大大降低铜的导电率。铜中含氧(炼铜时容易混入少量氧)对导电率影响很大,用于电气工业的铜一般都必须是无氧铜。另外,铅、锑、铋等杂质会使铜的结晶不能结合在一起,造成热脆,也会影响纯铜的加工。这种纯度很高的纯铜,一般用电解法精制:把不纯铜(即粗铜)作阳极,纯铜作阴极,以硫酸铜溶液为电解液。当电流通过后,阳极上不纯的铜逐渐熔解,纯铜便逐渐沉淀在阴极上。这样精制而得的铜;纯度可达99.99%。紫铜是比较纯净的一种铜,一般可近似认为是纯铜,导电性、塑性都较好,但强度、硬度较差一些。
紫铜管的焊接一般采用50%. 45%.
35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状.
紫铜管焊接用碳化火焰。其焊接顺序为:
(1)加热前,先将助焊剂涂在待焊部位.
(2)加热插入紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。
(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。
(4)将火焰移开,让焊料与焊接点接触,维持几秒钟后再拿开。假如怀疑或查出两管间仍有旷地空闲.可再次加热,使火焰嘴在两点连续移动。必要时可添加少量焊料。
普通紫铜(T1、T2、T3、T4)、无氧铜(TU1、TU2和高纯、真空无氧铜)、脱氧铜(TUP、TUMn)
timg (35)
timg (37)
timg (38)
timg (55)
timg (2)
timg (36)
timg (56)
timg (53)
timg (54)
timg (52)
timg (39)
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥279.00元
¥279.00元
¥279.00元