主要设备结构、性能概述
5.3.2 操作方式有手动/自动两种。具有手动、自动切换功能:在手动状态下,能进行单机运行,方便维修;在自动状态下,进行全线生产运行,顺序启动;全线设有急停按钮,易于处理紧急事故,保证设备和操作人员安全。
**大材料厚度:2.0~3.0mm
料卷内径:φ508mm; 内径涨缩范围ф480-520 mm;
结构:辊筒式,无动力
c.长度尺寸偏差小于±2.0mm,其它尺寸参照图纸要求
料卷**大外径:φ1200mm;承载重量:≤5T
5.3.3 机旁设有手动操作面板方便工人操作。
5.3 电器控制系统
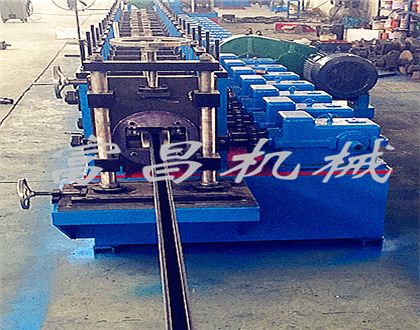
主传动电机: 2X22kw 电机驱动,泰象减速机,变频调速。
成型品种:U型材
放料机技术参数:
5.2.7 出料台
5.2.1 放料机
成型道次:30道(辊)
以上照片为我公司实拍照片,请放心选购!
a.结构特点:校平机入料端带有一对导向平辊及两对导向立辊,导向立辊可对中移动及同时移动。结构稳定,操作简单。
a.形式:无毛刺跟踪切断机
**大进料宽度:≤300mm
5.2.6 切断机
5.2.2 进料导向装置
轧辊轴轴径:φ90 mm
b.结构特点:切断机放在成型机后,由主机抗震支架生产设备定长,切断长度可以自行设定。
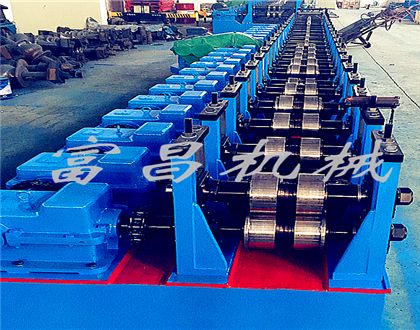
成型机架:钢板焊接箱型底座,龙门牌坊式机架,齿轮箱传动。
5.3.1 整线采用(三菱)PLC控制,昆仑液晶显示触摸屏,人机界面。实现人与PLC的交互。操作人员通过设定的程序自动运行(可编程控制)并对控制过程进行监控,实现操作人员控制生产线和修改控制参数,并可实时监控设备运行状态,运行参数和故障指示等。 制件长度数字设定,制件长度可调整。实时监控设备运行状态和故障指示。
5.3.4 全线的监视功能:实时监视生产线的运行状况,实现对各工位生产状况的监视;
机型:GY160型
板料宽度:≤300 mm;材料厚度≤3.0mm;
5.2.5成型主机
轧辊模具材质:cr12MOV,淬火处理,HRC60-62°。 抗震支架生产设备
IMG_0555(1)
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元