
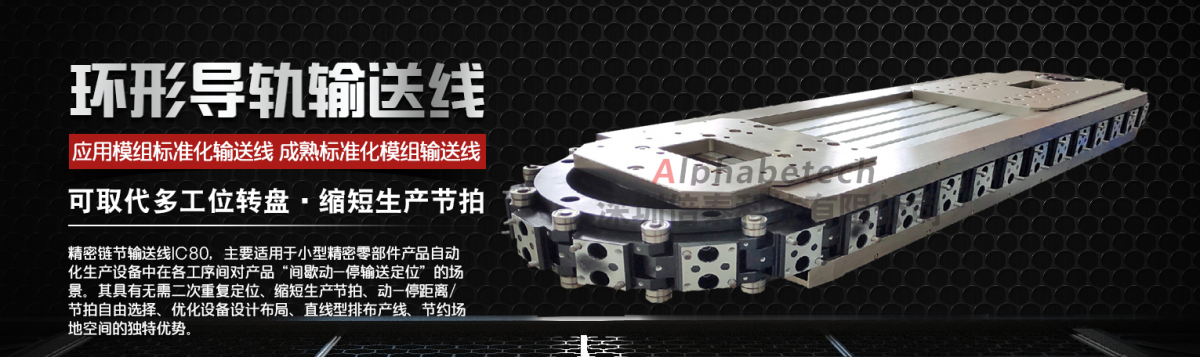
IC80 精密链节输送线 与环形导轨输送线及多工位转盘的优劣对比
我们在自动产线的设计中,经常遇到一些工位数多,节拍快的非标自动化项目,过往的做法有两种:
(一)是采用凸轮分割器带动的多工位分度转盘,其弊端是:当工位数非常多的情况下,随着圆盘直径的增大,载具定位精度差,转盘惯性大,设备调试难度随之加大,产线排布非常不工整,不利于后续维护维修;
(二)是采用弧形导轨输送线组装的方式,其缺点在于:输送载具过大,输送线本身成本高,占地面积很大,需要二次定位,其节拍会比较慢,后期维护更换同步带等的维护成本高。
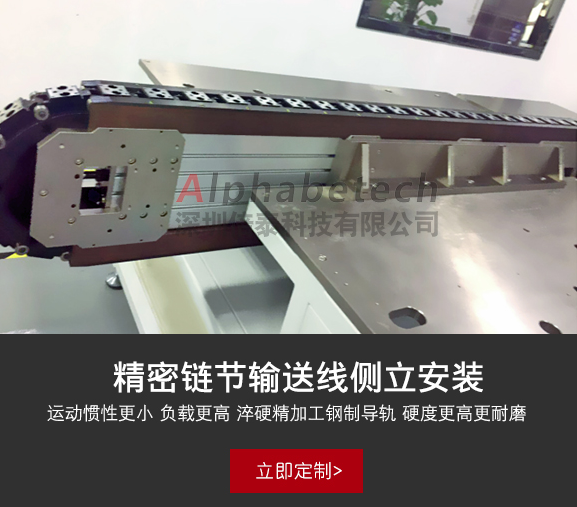
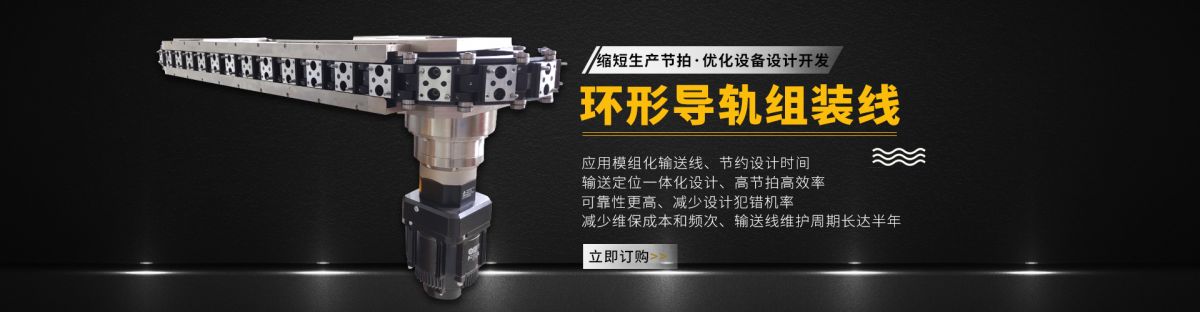
现有全新的一种设计思路和方法,就是采用精密链节输送线的方式对产品载具进行节拍式快速定位和输送,其具有以下优点:铝制载具运动惯性小,淬硬精加工钢制导轨,硬度更高更耐磨,保证了长期寿命和精度,弧形凸轮分割预加载荷于链节上,无回退误差,:带密封凸轮随动器和深沟球轴承,滚动件无需额外维护,使用过程无需频繁调整张紧,正常使用维护周期长达一年;与分度盘的相比:响应速度时间相同,可达120
cycles/minute,可布设多达数十个工位,精度无累积误差,直线型排布工位,更规整,两侧均可排布工位,节约空间。动力系统可选用伺服电机搭配减速机配置,任意位置驻停,也可采用分割器加变频电机驱动。铝制链节,需求功率更小,分度响应时间更短,可达120
cycles/minute;
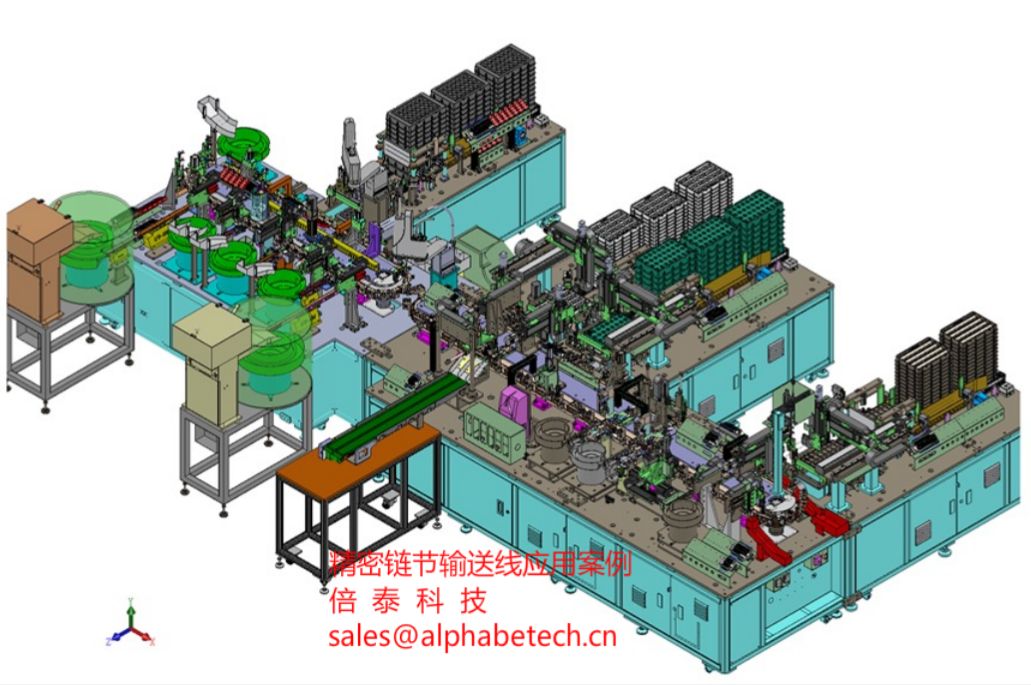
综上:深圳倍泰科技有限公司生产的IC80精密链节输送线相比多工位转盘和弧形导轨组装线,无需二次重复定位,缩短生产节拍,优化设备设计开发,节约场地空间。可广泛应用于汽车零部件,3C消费电子,新能源,医疗等行业自动生产中的零部件在各工序间的搬运,输送。如下图为三种在自动化产线中对产品进行精密输送定位的三种方式图例,IC80精密链节输送线优点明显。


Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元

