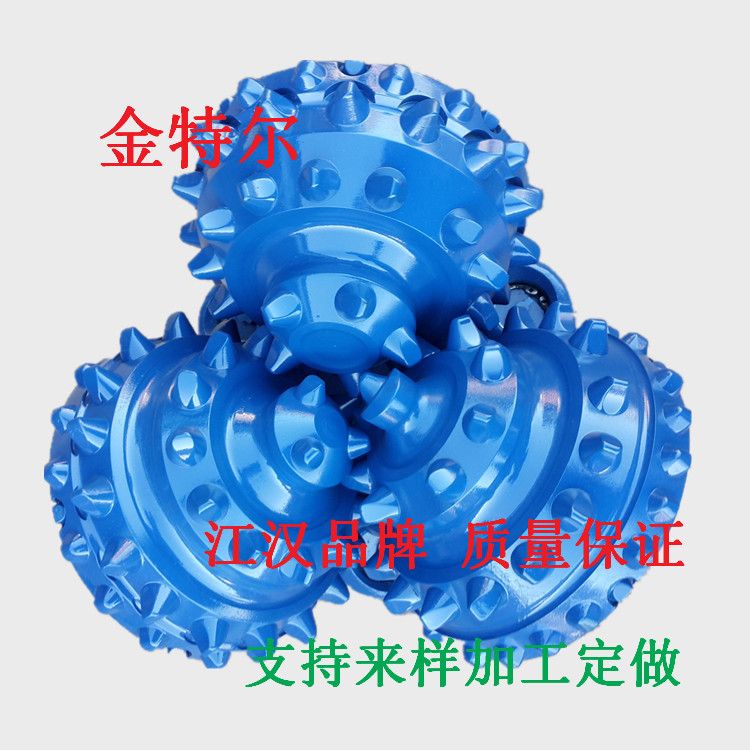
牙轮钻头价格主要结构优势
1、采用高强度高韧性硬质合金齿,提高了齿的抗冲击能力,减少断齿率;
2、优化设计的齿排数、齿数、露齿高度和独特的合金齿外形,充分发挥了钻头切削能力和切削速度;
3、采用卡簧锁紧牙轮,能承受高钻压;
4、牙轮内孔镶焊减磨合金,提高轴承的抗咬合能力;
5、采用高饱和橡胶O形密封圈,优化的密封压缩量提高了轴承密封的可靠性;
6、采用可限制压差并防止钻井液进入润滑系统的全橡胶储油囊,为轴承系统提供了良好的润滑,并保证“O”形密封圈正常工作,提高了钻头工作寿命;
7、采用可耐250℃高温,低磨损的新型润滑脂,提高了钻头密封润滑系统耐高温的能力
牙轮钻头加工方法
碳纤维牙轮钻头的加工方法有很多种,很多还属于机械加工类的范畴,用的**多的是冲压法、锻压法、滚轮加工法、滚轧法、鼓胀法、拉伸法、弯曲法、和组合加工法。
碳纤维牙轮钻头加工是机加工和金属压力加工的有机结合。 现举例说明如下:
锻压法:用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。
冲压法:在冲床上用带锥度的芯子将碳纤维牙轮钻头端扩到要求的尺寸和形状。
滚轮法:在碳纤维牙轮钻头内放置芯子,外周用滚轮推压,用于圆缘加工。
滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。
弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种是大家较为熟悉的滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品碳纤维牙轮钻头就是弯曲的
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元