
钢丝绳输送带具有运输量大、运输距离长、运输环节少、运输成本低、爬坡性能好、效率高、无污染等优点。它已在矿山、港口、仓库、工厂等方面得到应用和推广。钢丝绳各项性能指标的提高、橡胶与钢丝绳之间粘合性能的提高以及胶带结构的改进,使钢丝绳芯输送带的质量实现了飞跃。
随着中国的工业化和大规模的基础设施建设,这种交通方式将得到极大的发展。实践证明,特别是长距离、大运量、高速带式输送机,采用用钢丝绳芯输送带经济、可靠、环保,还能适应各种运输条件。
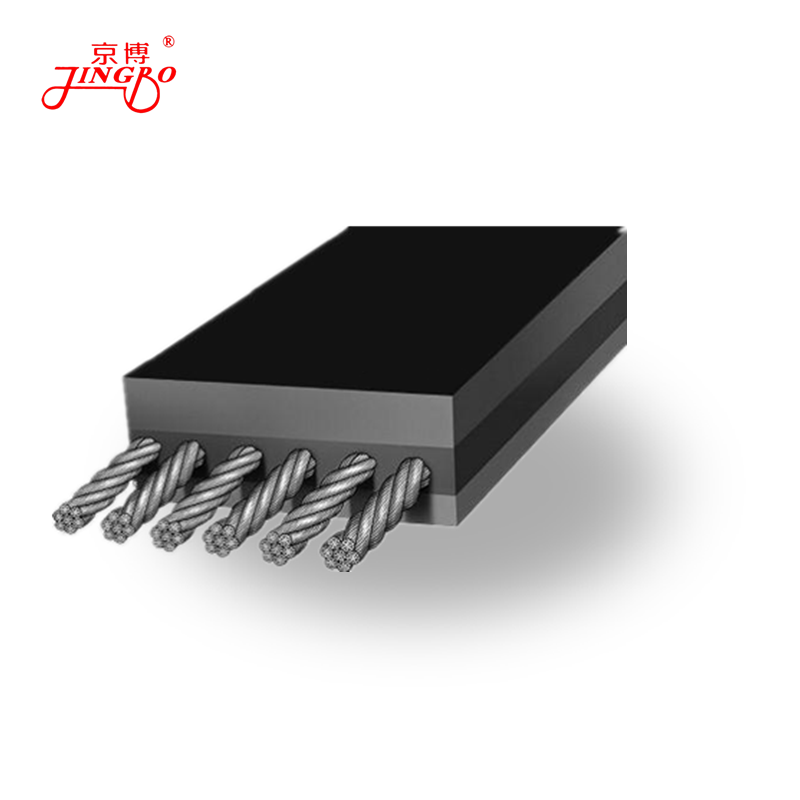
建造“坚固”的钢丝绳芯
钢丝绳芯输送带采用用钢丝绳提高强度,大大提高承载能力,可用于高速、大容量、长距离输送带。目前,国内外都在积极推动用钢丝绳芯输送带逐步取代其他化纤输送带。因此,用钢丝绳输送带也叫皮带钢丝绳。由于其特殊用途,用钢丝绳输送带对钢丝绳本身的捻度、机械性能和涂层提出了要求。阻燃型钢丝绳输送带。
原材料。在原材料选择上,用钢丝绳高强度高韧性输送带常用的原材料是5.5mm或6.5mm索氏体线材,钢号为72A~82A。由于生产过程中90%~96%的高压缩率和加捻过程中对多次变形和高速旋转的适应性,对原材料有着极其严格的要求。除了要求原料盘条的主要化学成分符合国家标准外,还要求严格控制盘条原料中夹杂物、气泡、偏析、缩孔等缺陷的数量和尺寸,严格控制硫、磷等有害元素的含量,确保盘条充分索氏体化。
热处理。用钢丝绳输送带在生产过程中的高压缩比要求必须保证前道次热处理钢丝成品的索氏体结构,特别是要避免超过2.5毫米规格的镀锌钢丝在热处理后发生脆性断裂。因此,在生产过程中必须严格控制线材热处理工艺的各种参数。根据热处理过程质量管理体系的管理要求,必须定期进行过程质量评价,及时发现影响热处理质量的不利因素并加以改进,以确保过程质量控制准确有效,确保绳索和钢丝产品质量。
镀锌。钢丝绳根据钢丝锌层的质量等级分为甲级和乙级,用钢丝绳部分输送带采用黄铜涂层,主要由细横绳制成。黄铜镀层与镀锌层的区别在于,黄铜镀层与橡胶的附着力较好,但防腐性能较差。钢丝在使用过程中经常会因为浸入钢芯中的水而被腐蚀和断裂,从而影响输送带的使用寿命。然而,镀锌层具有良好的耐腐蚀性,可以延长运输带的使用寿命。根据用钢丝绳输送带标准对涂层的要求,B级涂层可选自电镀锌工艺或热镀锌斜出线工艺。对于甲级涂层和较厚涂层,必须采用热镀锌垂直出线工艺。
拉丝。阻燃型钢丝绳输送带用钢丝绳输送带用高强度绳索钢丝是采用高含碳量、高总压缩率的生产方法生产的。道次压缩率一般控制在11%~19%,以便在高强度的基础上保证高韧性。在生产过程中,应控制好润滑剂的浓度,注意钢丝在搬运和储存过程中的防水、防污和防氧化。
扭曲。钢丝的公称抗拉强度分为1960兆帕、2060兆帕、2160兆帕、2260兆帕、2360兆帕。
2460兆帕.随着胶带行业的发展,钢丝绳的抗拉强度水平得到了提高。目前,国外钢丝的抗拉强度水平已超过2750兆帕。钢丝绳应根据表1中规定的额定抗拉强度进行扭转。钢丝的测量抗拉强度不得小于标称抗拉强度的95%。直径大于或等于0.5毫米的钢丝必须进行扭转试验,钢丝扭转次数应符合规定。对于直径小于0.5毫米的钢丝,应采用打结拉伸试验代替扭转试验。钢丝进行打结拉伸试验时,打结应系在试样中间,其能承受的拉力不得小于其标称断裂力的55%。此外,输送带的用钢丝绳必须参与橡胶的硫化,因此它必须具有良好的附着力和表面涂覆率。在扭转过程中,输送带的用钢丝绳应保证其松弛和平直,残余扭转不超过4圈,固定长度与用户要求长度的偏差不超过10米。
对于用钢丝绳,输送带的捻制,应根据生产订单的数量合理安排左右捻的生产量,并根据捻距的要求计算半成品股的长度。由于胶带的特殊性,没有必要强调其柔软性,在半成品股不松散、无应力的情况下,尽可能采用大的捻距和开放式结构。为了提高胶的渗透率,需要合理的配丝和配股。根据用钢丝绳,输送带强度高、捻距大的特点,为了满足无松动、无应力、平整度好、残余扭矩小的特点,必须合理配置预变形参数。后部变形采用多组低压减径,应合理选择轮径和轮组间距,不同直径的钢丝绳应选择不同的工艺参数,以保证输送带用钢丝绳的扭转质量。同时,清洁生产必须在加捻过程中做好。表面应无油、水、污垢、氧化和其他杂质。钢丝应无划痕、压扁、硬弯和外露的插入式线头。左、右扭转方向应标记在成品工字轮的表面上。
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元

