| 材质 | 0Cr20Ni80 | 规格 | 1.5*15 |
|---|---|---|---|
| 适用产品 | 真空包装机、冶金机械、化工、陶瓷、、电器、玻璃等工业加热设备和民用加热器 | 最大外径/公称通径 | 1.5 mm |
| 标称截面 | 1 mm2 | 产品认证 | . |
| 长度 | 1 m |
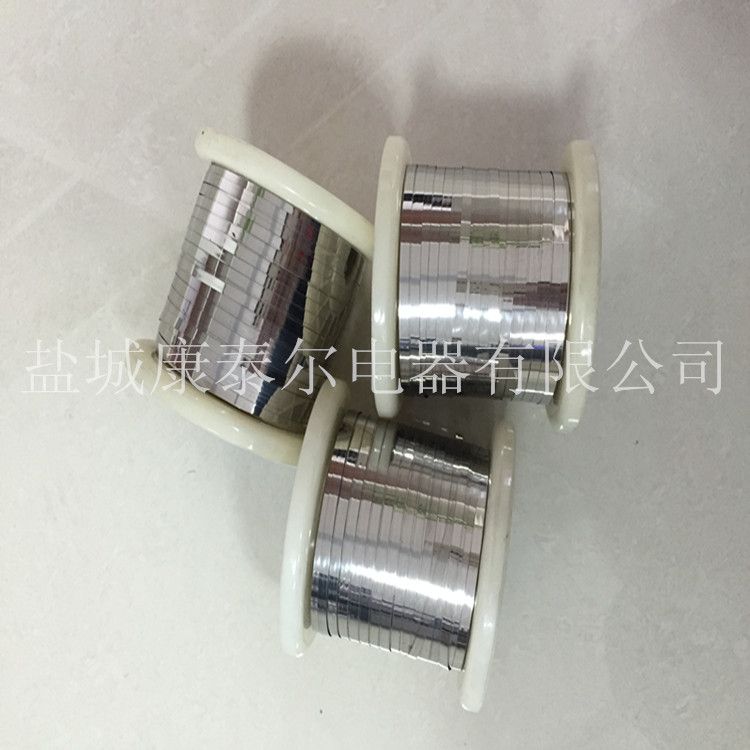
0Cr20Ni80镍铬扁丝扁带 真空包装机2080镍铬扁丝 非标定做
本厂产品涉及到非标定制,尺寸规格种类繁多,不同尺寸价格不相同,所以网页上的价格可能存在价格差异,订货前请务必咨询我们的旺旺客服或直接致电我们.
我们会根据您购买数量和产品的规格来具体定价。产品设计、报价请联系我们的销售业务员
产品名称:0Cr20Ni80镍铬扁丝扁带 真空包装机2080镍铬扁丝
产品丝径:0.2*5mm(可非标定做)
米电阻:1.163Ω
包装:木箱、纸箱包装
生产周期:7-10个工作日
用途:真空包装机、冶金机械、化工、陶瓷、、电器、玻璃等工业加热设备和民用加热器等



扁丝指的是截面近似圆角矩形的***金属丝,厚度从0.025mm至2mm,宽度一般小于5mm。其宽厚比从2:1至50:1不等。由于扁丝形似带状,有时也被称为超窄扁带。相比常见的圆丝,扁丝这种形态在散热性、焊接接触面积、***度、硬度控制等方面都具有独特的优势。
扁丝产品广泛用于高端仪表、电器元件、真空器件、电阻器以及半导体器件中的导线、引线以及机械部分。宽度在2mm以下的扁丝填补了带材分条所无法达到的超窄带的空白。
特点:
1、稳定的线形
2、均匀且美观的表面状态。
3、良好的成形性。
4、高塑性、***强度。
5、暴露于恶劣环境时的耐热性佳
生产工艺:
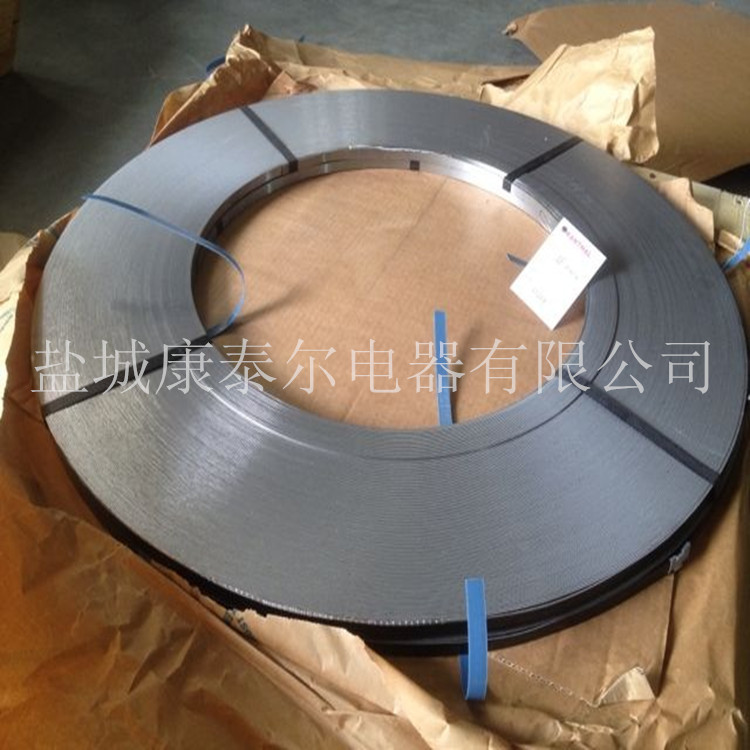
扁线的生产方法主要分为轧制(压延)法,异型模拉拔法和带材纵剪法。
异型模拉拔法与圆丝生产工艺类似,采用孔型为矩形的异型拉丝模进行拉拔。但是这种方式只能生产低宽厚比的扁线,且易造成合金丝变形不均甚至断裂,无法生产高精度和表面质量的产品。
带材纵剪法目前在国内为普遍。该工艺使用纵剪机组剪裁大宽度的带材,获得宽度小为3mm左右的窄带。带材纵剪工艺的优点是加工难度小,大宽度情况下加工成本低,而缺点是随着宽度的减小,排刀的数量和成本迅速增加,以致实际上无法生产宽度低于2mm的特窄丝。第二个缺点是裁切走刀过程中的横向张力极其容易造成镰刀弯和丝材扭折现象,使产品不合格。另外,纵剪法得到的产品必须使用盘装,无法通过横向缠绕获得大盘重。
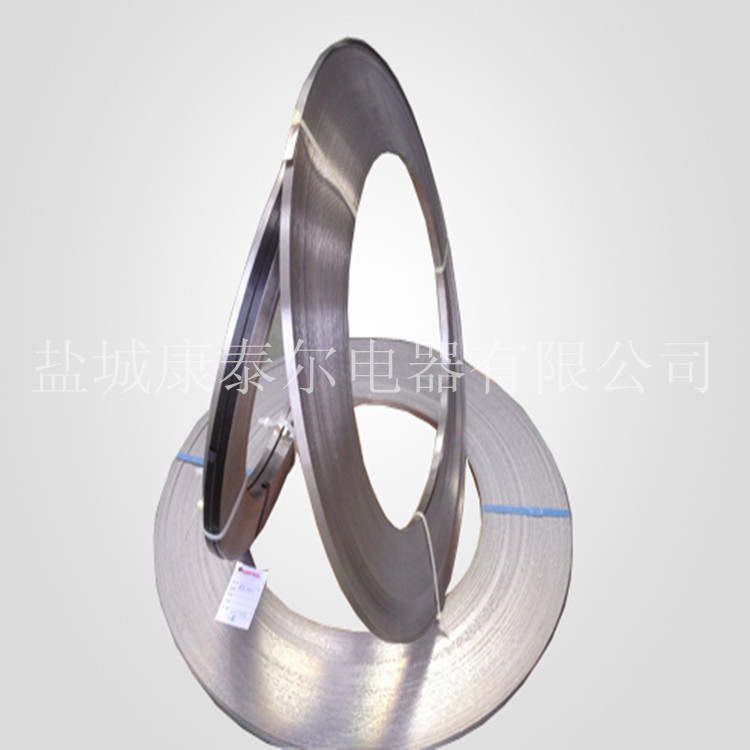
圆丝平辊轧制法要求先将材料圆丝拉拔到某个精确的线径,再通过多道平辊压扁轧制成型。该工艺要求较为昂贵的设备投入和更为严格的生产工艺,但是避免了以上两种工艺的缺陷,机械性能均匀,通条性,平直度好,且规格精确,表面质量优,是生产超窄超薄精细扁线的必须工艺。
扁线生产的第二个主要步骤是热处理。通过精确控制退火温度、走丝速度和张力来达到精准、一致的机械性能和电性能。?

2080扁丝04