
工作原理及工作过程
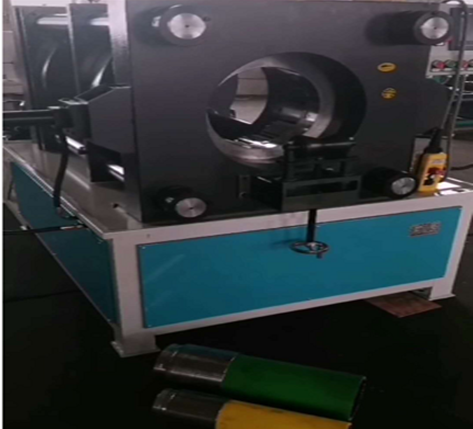
扣压机构是本机工作机构。压套在油缸活塞的带动下实现往复运动,对安装在固定板导套上的弹簧压头不断压紧和放松,将装好的管头,外套、芯子放入弹簧压头中间圆孔内,开动电机、油泵、控制阀,驱使油缸柱塞运动,通过带有锥度内壁的压套,压紧带有同样锥度的弹簧压头外壁,实现压合目的。换向后,压套反方向运动,弹簧压头复原,将高压胶管接头取出。
饶阳鸿源机械生产销售各种胶管锁管机,建筑缩管缩头机、定制超高压,数控,PLC控扣压机。具体价格面议,模具据客户需要制作,均为**铬12材质,高频淬火。抗磨耐用。每种型号均配备10-20套模具。让客户一站式购置齐全。
扣压机注意事项:
1.扣压时要尽可能将接头置于模具中心,不要压在六角螺母上。
2.防止工具和其他异物进入锁头。
3.不要让锁头长时间处于闭合状态,否则将损坏弹簧。
4.工作时不要把手伸进锁头内,以确保人身安全。维修时必需切断电源。
5.初次使用本机器,应将扣压机构部分先磨合10-15天。由于扣压机构光洁度及磨合配合等总会有一定加工误差,致使偶合件之间的相互配合并没有达到一个非常默契的状态,因而在此期间如果过度疲劳使用本设备,会造成偶合件过早出现疲劳拉伤,严重缩短本设备使用寿命,故此在使用本设备初期10-15天内,应多在前盖和活塞锥面上均匀涂覆高质量的润滑脂(建议使用长城牌HP-R极压高级润滑脂),每天6-8次,每天扣压胶管总成100-150根左右,度过磨合期方可正常使用,以延长其使用寿命。
6.油缸后部的后限位开关作用就是能够控制模具张口的大小(开口大小只要胶管总成能够通过模具孔即可),可以不必每次都等活塞退至**才停止动作,这样可节省扣压胶管的时间。如需调整后限位开关的位置,用户只需将20位置处的内六角顶丝松开,调整好限位开关位置后再将内六角顶丝拧紧即可。
扣压机维修保养
油箱中的液压油要经常检查,发现油量不足要及时补充液压油;油液被污染后要过滤或更换。
锁头要保持内部清洁,以免加工中杂物经模具进入锁头油缸,而影响正常使用。及时擦拭模具体中扣压接头时带入的杂物,并要经常在模座的摩擦面上涂适量黄油进行。
饶阳鸿源机械有限公司生产销售胶管锁管机、建筑缩管缩头机、切管机、胶管编织机、电磁钢丝合股机等高压胶管编织、切管、剥胶、扣压系列;生产销售干粉灌装机、试压清洗机、烘干机、拆装夹具、自动氮气灌充机、充氮校表一体机,二氧化碳灌装机、水型灌装机、制氮机等消防生产维修设备;生产销售试压泵、管道打压泵、计算机控制试压泵、残余变形试压泵、爆破试压泵、爆破试压台、大流量试压泵、锅炉试压泵,超高压试压泵等系列试压泵;生产销售二氧化碳气体致裂等矿山开采系列设备,绿色环保、施工安全,震波小、噪音低、平均成本10元/方左右。鸿源机械通过ISO9001:2008质量认证体系,通过了CE欧标认证,通过了欧盟认证。公司注重人才梯队的培养,独立研发团队5-10人,注重科技创新,可满足客户一站式购置需求!选择鸿源就是选择了成功,董事长郭温贤携全体员工欢迎您来厂来电咨询洽谈
大口径法兰
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元


