| 材质 | 多股原丝无捻粗纱 直接无捻粗纱 | 产品类别 | 玻璃制品原材料 |
|---|---|---|---|
| 规格 | 多种 | 适用范围 | 玻璃钢制品 |
各种成型工艺对无捻粗纱的要求
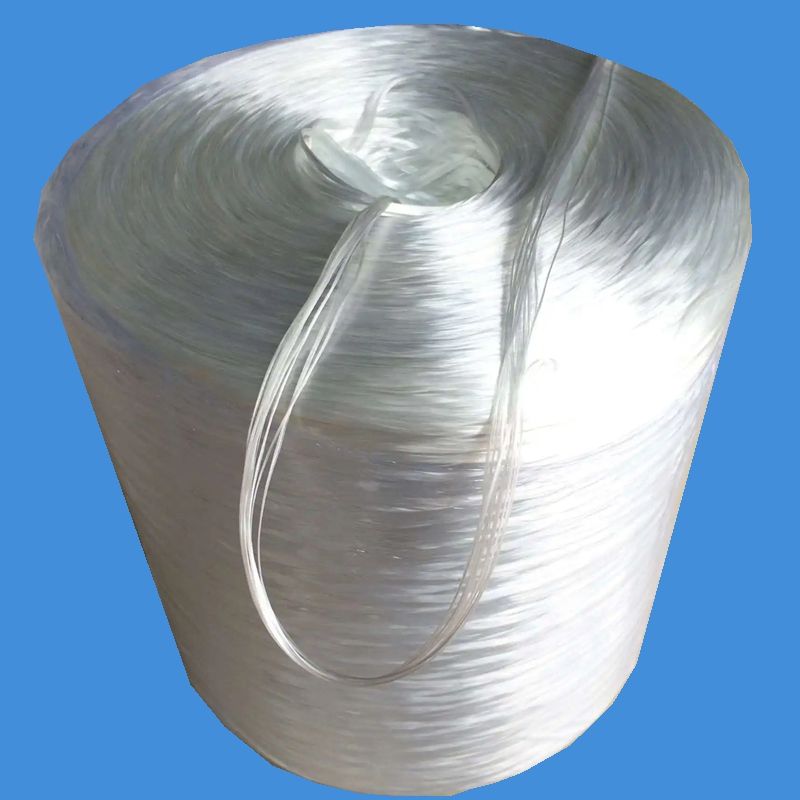
根据用途的不同,无捻粗纱基本可分为二大类,一类是用于喷射、预塑成型、连续层压法和模塑料等的硬质无捻粗纱(短切无捻粗纱),另一类是用于织造、缠绕和拉挤等的软质无捻粗纱。对于硬质无捻粗纱要求:单丝直径较细,一般为10μm~11μm,这样切断负荷较低,可以赋予较好的短切性能;原丝有较好的集束性、硬挺性和分散性,保持粗纱在加工过程中的整体性,而在短切以后能够较好地分散为单根原丝,以便成形过程中原丝能均匀分布,提高制品的外观质量和力学性能;选择浸润剂时,一般选用硬质或中硬质的含硅烷偶联剂的浸润剂;要求浸润剂有较好的防静电性,使短切过程中因磨擦而产生的静电易于消除,短切原丝就不易粘附于成形室上,有利于制品的成形。
对于软质无捻粗纱要求:无捻粗纱的成带性好,在成型过程中,能保持完整的粗纱带而不散成单根原丝;构成无捻粗纱的原丝必须张力均匀,各根原丝的长短无差别,以使制品中各纤维承受的负荷均匀,充分发挥增强作用,并且使外观也更平整。
无捻粗纱 多种
玻璃纤维无捻粗纱 多种
玻纤纱 多种
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议