
| 规格 | 250 | 名称 | 高速钢锯片 |
|---|---|---|---|
| 材质 | 高速钢 | 适用范围 | 广泛 |
浙江科普工贸有限公司专业生产高速钢锯片
联系人:晏子 手机153-5670-5107 QQ:2677570881
地址:浙江省龙游县城南开发区德贤路4号
高速钢是一种含多量碳(C)、钨(W)、钼(Mo)、铬(Cr)、钒(V)等元素的高合金钢,结过切割、锻打、退火、半成品、淬火、开齿等生产工艺后具有高热硬性。当切削温度高达600℃以上时,硬度仍无明显下降,用其制造的刀具切削速度可达每分钟60米以上,而得其名。高速钢按化学成分可分为普通高速钢及高性能高速钢,按制造工艺可分为熔炼高速钢及粉末冶金高速钢.
高速钢锯片的种类:高速钢锯片、HSS圆锯片、切不锈钢锯片、无毛刺锯片、无齿锯片、切铁锯片、切铜/铝锯片、切超硬材质锯片、切管锯片、超薄锯片。
锯片的直径、厚度、孔径、齿数、齿形、角度、等一系列参数组合成锯片的整体,要合理选择和搭配才能更好地发挥它的性能.










铝氮化钛涂层(简称超A涂层) ALTIN 这是一种新的多层复合抗磨涂层,此种涂层厚度2-4微米,表面硬度:3500HV,摩擦系数:0.4,切割温度低于900度,推荐切割速度和进料速度比较 高且切割抗拉强度超过800 N/mm2 的材料(如不锈钢)使用,在特别苛刻的工作条件下譬如干切的情况下使用。由于铝氮化钛镀层本身的韧性及良好的物理稳定性使得锯片更为耐磨,适合于切割所有的钢材,由于其较低的摩擦系数和低导热性,特别适合于高速高温下干切。
碳氮化钛涂层(古铜色) TICN 这是一种适合更加苛刻抗磨要求的涂层。推荐切割抗拉强度超过800 N/mm2
的材料使用。涂层厚度3微米,摩擦系数:0.45,
氧化温度:875℃,其表面硬度约3300-3500HV。既适合于切割张力强度高的钢材如不锈钢,也可用于切割较软的材料如铸铁、铝合金、黄铜和紫铜等,由于其较低的摩擦系数和低导热性,特别适合在高速高温下进
行干切。
氮化涂层(黑色) VAPO 氮化涂层高温氧化热处理,把化学元素 Fe3O4 经过精准的特别热处理后,表面形成一层氧化层
(Fe3O4),氧化层的厚度约5-10微米,表面硬度约800-900HV,摩擦系数:0.65,这种锯片
表面光滑度好,有助于增强锯片的自润能力,
锯片被材料卡住的现象在一定程度上能够避免。用于切割一般性材料。由于其加工工艺成熟,性价比高,市场普遍使用产品。
氮化钛涂层(金色) TIN
经过PVD氮钛处理后,锯片涂层的厚度约2-4微米,其表面硬度约2200-2400HV,摩擦系数:0.55,切割温度:520℃,这种锯片能大幅提高锯片使用时间,为了充分
利用其特点,所以应将切割速度提高,以体现其价值。这种涂层的主要作用是使锯片更加耐切,对于一般性材料的切割,其优异的表现能有效提高切割速度,降低损耗。
氮化铬涂层(简称超级涂层)CrN
这种涂层特别抗黏结、腐蚀和氧化。锯片涂层厚度2-4微米,表面硬度:1800HV,切割温度低于700
度,颜色为金属灰色。强烈推荐切割铜、钛时使用,
涂层过程对环境没有影响。适合于切割铜、铝等材料,具有高的涂层密度和表面硬度,以及所有涂层中**低的摩擦因子。
氮铝化钛涂层(彩色) TIALN 这是一种新的多层抗磨涂料,利用多层PVD涂层处理后的锯片达到了非常低的摩擦系数,其表面硬度约
3000-3300HV,摩擦系数:0.35,氧化温
度:450℃,这种锯片能使切割面非常光滑,锯片更耐磨,推荐切割速度和进料速度比较高且切割抗拉 强度超800 N/mm2
的材料,如不锈钢等,在特别苛刻的工作条件下使用。
高速钢现货规格 外径:250-500MM 厚度:1.0-3.5MM 内孔:25.4MM 32MM
高速钢锯片的齿数:120T-350T 具体齿数按客户切的材质、厚度、形状、密度等因素,技术员会按实际情况开对应的齿数的。
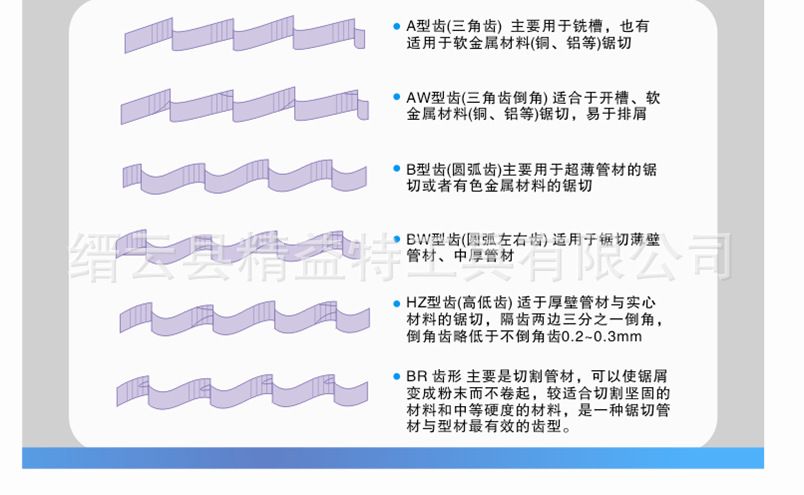
高速钢锯片齿形:角齿,曲背齿,左右齿(交替倒角),高低齿,以及并不多见的组合齿等.组合齿是两种齿形的组合,修磨比较复杂,应用**多的是左右齿.
高速钢圆锯片用途:主要用于钢、铁、铜、铝等中硬以下金属材材料窄而深的槽加工或切断。也可用于非金属的铣削加工。超硬材料、硬质合金锯片主要用于难切削材料(耐热钢,不锈钢等高强度钢)的铣削加工。
高速钢圆锯片的特点:可重复多次用锯片磨齿机翻磨刃齿。提高生产效率,降低成本。
高速钢圆锯片适用机械:各种国产、进口的自动或半自动及液压切管机、金属圆锯机、管材下料机、管材加工机械、锯切机床、铣订等。
量少走快递,申通、中通、德邦,量大可走物流。
Tel:
¥279.00元
¥279.00元
¥279.00元
Tel:
¥55.00元
¥5.00元
¥5.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议


