
| 品名 | 不锈钢焊管 | 规格 | 15-300 |
|---|---|---|---|
| 材质 | 304不锈钢 | 外径 | 15.88-325 mm |
| 壁厚 | 0.6-4.0 mm | 形状 | 圆管 |
| 用途 | 冷水、热水,输送饮用净水、生活饮用水和消防用水 |
广东建通管道制品有限公司是专业生产、销售环保型给、排水管道的高新技术企业,位于经济发达、交通便利的佛山南海。
现有多条大口径管材生产线,生产过程中采用计算控制系统,严格控制工艺参数以确保产品质量,生产设备及工艺流程均具有二十一世纪国际先进水平。
产品主要用于市政工程的埋地排水排污、市政住宅小区、高速公路预埋排水管道,农田水利灌溉输水、排涝,高压电缆、邮电通讯电缆护套等工程以及建筑室内给、消防管。产品经国家化学建筑材料中心抽检,各项性能指标均达到或超过相应的国家及行业标准。产品商标为“粤星管道”。

焊接钢管简称焊管,常用钢材或钢带经过机组和模具卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域尤其是在换热设备用管、装饰管、中低压流体管等方面代替了无缝钢管。
焊接方法分类:
按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。
电焊钢管:用于石油钻采和机械制造业等。
炉焊管:可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。
焊接式薄壁不锈钢管简称焊管,是用钢板或钢带经过机组和模具卷曲成型后焊接制成的不锈钢管。
焊接式不锈钢连接原理:采用热熔工艺,将两连接件熔接,达到连接的效果,连接强度高。由于在施工现场使用的成品连接管件小,故管线的成本很低,几乎与钢塑管线成本等价。管线的安装难度较高,管线的故障率低,寿命长。
管材特点:
由于产品是连续在线生产,壁厚越厚,机组及溶接设备的投资就越大,它就越不具有经济性和实用性。壁厚越薄,它的投入产出比就会相应下降;其次焊接式不锈钢管的工艺决定它的优缺点,一般焊接钢管精度高、壁厚均匀、不锈钢管内外表光亮度高(钢板的表面等级决定的钢管表面亮度)、可任意定尺。因此,它在高精度、中低压流体应用方面体现了它的经济性及美观性。
焊接式不锈钢管的优缺点
1. 连接强度高。
2. 现场焊接口的焊缝气体保护难以达标,造成焊缝易生锈,直接降低管道的使用寿命。
3. 安装质量对焊接工人技术依赖性强,质量难稳定。
焊接式薄壁不锈钢管件的要求
1、 焊接不锈钢管件手工电弧焊时焊机采用直流反接,氩弧焊时采用直流正接。
2、焊前应将焊丝用不锈钢丝刷刷掉表面的氧化皮,并用丙酮清洗;建议每焊完一层焊下一层前,都对焊缝表面进行清理。焊条应在200-250 ℃ 烘干1h,随取随用。
3、焊前将工件坡口两侧25 mm 范围内的油污等清理干净,并用丙酮清洗坡口两侧25 mm 范围。
4、氩弧时喷嘴为5—8# , 钨极规格Φ2.5 mm。
5、氩弧焊焊接不锈钢时,背面必须充氩气保护,才能保证背面成形。从经济上和效率上考虑,尽量采用在管道内局部充氩的方法,流量为5-14L/min,正面氩气流量为12 一13L/min ,在正式施焊前必须检查充氩合格后方可开始施焊。施焊至定位焊处打磨干净方可继续施焊。施焊过程中不可以关闭充氩用的氩气,需继续充氩至施焊结束。
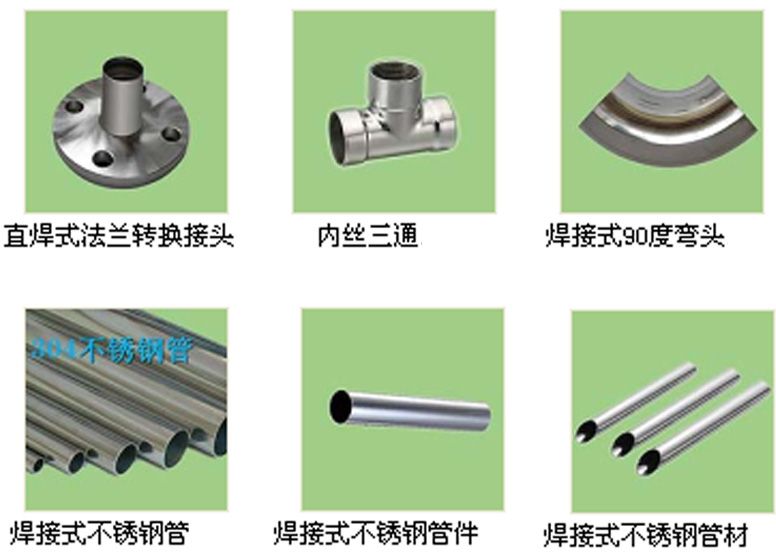
2-焊接式不锈钢管
3-焊接式不锈钢管
0-焊接式管件
5-直焊式法兰转换接头
Tel:
¥面议
¥面议
¥面议





