一、济南厚德耐磨材料有限公司气化水煤浆制备棒磨机研磨煤钢棒65mn钢棒耐磨磨棒的制造工艺及保证措施
---我公司拥有磨棒自动化生产线 4 条,额定磨棒产能 3 万吨,完全可以满足您对交货期的要求;
---我们采用如下的生产制造工艺进行生产,确保了产品质量的稳定可靠:
原材料(圆钢)入厂复验 - 原料加热 - - 热处理淬火- 回火 - 检验 - 入库 - 包装;

1.原材料选择:磨棒原材料采用优质热轧圆钢,要求钢厂从方坯到圆钢压缩比达到 10 倍以上。
2.加热:采用中频连续感应加热炉,材料经预热、加热升温、保温三个阶段,加热温度控制在工艺要求范围内±10℃。
4.热处理:采用淬火池淬火,精确控制淬火池内水温,保证了批量时按工艺要求淬火。
5.回火:采用网带式连续回火炉回火,确保每根磨棒都能得到充分回火,完全消除淬火产生的内应力。
6.质检入库:严格按照订单要求对磨棒进行表面硬度、心部硬度、抗疲劳试验跌落的检验,并附带制造过程跟踪表,确保产品质量可追溯性。
---生产流程控制中关键的管控点:
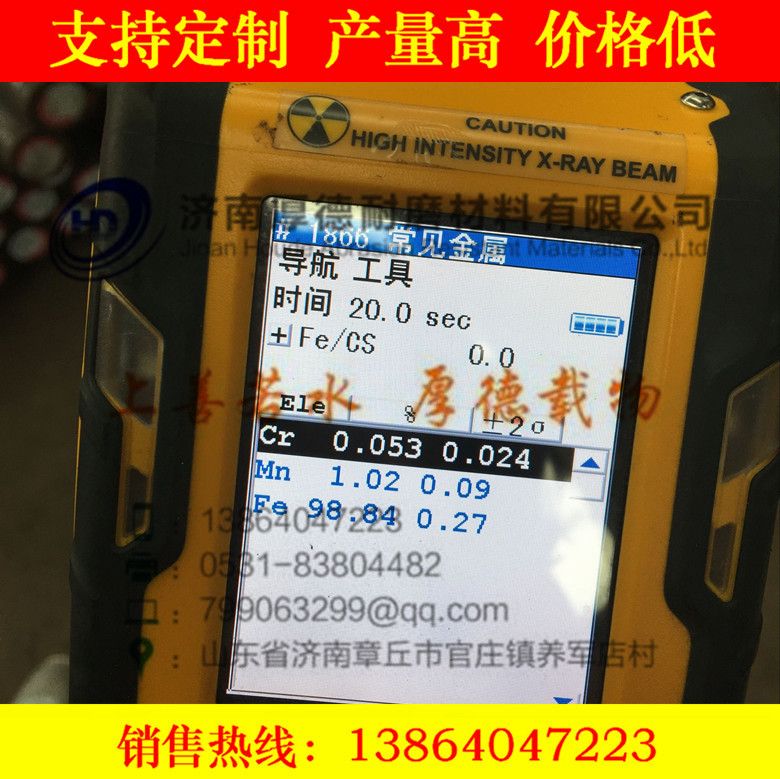
1. 原材料的检验:表面质量检验 - 尺寸检验 - 超声波探伤 - 化学成分检测 - 中心疏松检测 - 晶粒度 -
非金属夹杂 - 金相组织检测;
2.生产过程检测:加热温度检测 - 出炉温度检测 - 入水温度检测 - 出水温度检测——回火温度检测;
3.磨棒成品检测:表面质量检测 - 尺寸公差检测 - 表面硬度检测 - 体积硬度检测 - 冲击韧性检测 - 金相组织检测 - 跌落试验检测;
--- 采用的检测设备:
M5000 全谱直度光谱仪;金相显微镜;线切割;150 型洛氏硬度计;便携里氏硬度计;冲击试验机;跌落机;
2 尺寸、外形、重量及允许偏差
2.1 尺寸
2.1.1 钢棒的公称直径及允许偏差应符合的规定。
公称直径 允许偏差 mm
>50~80 ±0.50
>80~110 ±1.10
2.2弯曲度
每米弯曲度应不大于 2mm。
2.3钢棒按定尺长度交货,交货长度允许偏差为+10/-10mm
2.4钢棒端部:钢棒端部采用锯切方式切割分段,端口应切成平直,其切斜度应不大于 10mm,端部不允许有毛刺。
3 技术要求
3.1 钢棒化学成分(熔炼分析)应符合规定 wt%
牌号 C Si Mn Cr Ni Cu
65Mn 0.62~0 0.17~0 0.90~1 ≤0.25 ≤0.3 ≤0.25
.70 .37 .20
3.2交货状态
钢棒以热轧后调质热处理(淬火+回火)状态交货。
3.3硬度
钢棒的硬度:HRC45-55。
济南厚德耐磨材料有限公司
联系人:何娟
电话:13864047223
QQ图片20160822113412_副
QQ图片20160624113755_副
55976062a70ad
QQ图片20160823080419_副
QQ图片20160822113525_副
QQ图片20160822113522_副
>> 了解更多信息
1、您想了解更多的商家信息吗? 可以点击按钮,了解更多详细。
2、您可以请点击按钮,查看更多钢线(棒)材商家。
3、想查点看更多产品信息,可以查看 钢线(棒)材产品库,了解更多。
4、在线联系
Tel:
¥面议
¥面议
¥面议