| 材质 | 优质钢材 | 产品类别 | 拉挤模具 |
|---|---|---|---|
| 功能 | 拉挤生产 | 规格 | 可定制 |
| 适用范围 | 拉挤车间 |
①模具预成型:在拉挤成型过程中,玻璃钢纤维(或者其他增强材料)浸渍树脂后,进入成型模具前,必须经过由一组导纱元件组成的模具预成型,预成型的作用是将浸胶后的玻璃钢纤维,按照型材断面配置形式,逐步形成近似成型模腔形状和尺寸的预成型体,然后进入玻璃钢拉挤模具,这样可以保证制品断面含纱量均匀。
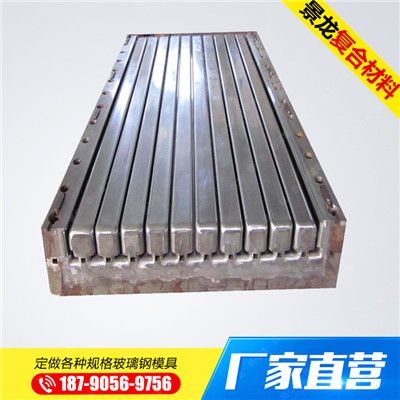
②成型模具:成型模具横截面面积与产品横截面面积之比一般应大于或等于10,以保证模具有足够的强度和刚度,加热后热量分布均匀和稳定。拉挤模具长度是根据成型过程中牵引速度和树脂凝胶固化速度决定,以保证制品拉出时达到脱模固化程度。一般采用模具钢表面镀铬工艺,模腔表面要求光洁,耐磨,借以减少拉挤成型是时的摩擦阻力和提高玻模具的使用寿命。
玻璃钢拉挤模具设计的好坏,直接影响拉挤工艺过程中所用牵引力大小。若牵引阻力过大,易造成机械事故。比如:某段模具型腔被拉毛,导致表面不够光滑,牵引阻力增大,造成牵引机履带与轮之间打滑,树脂在模具中滞留时间过长而过早固化,牵引机拉不动。必须停机拆模,甚至维修模具。给连续生产带来及大的不便。
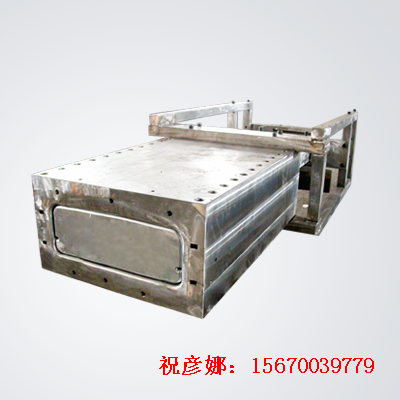
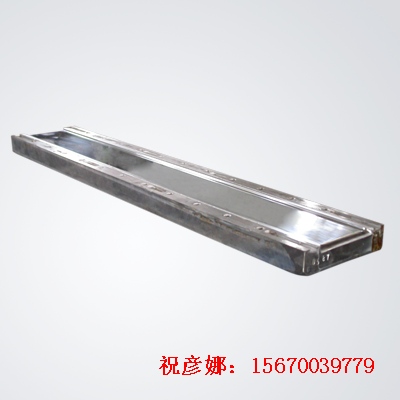
成型模具按结构形式可分为整体成型模具和组合式成型模具两类。整体模具是由整体钢材加工而成,一般适用于棒材和管材。组合成型模具有上、下模对合而成。这种类型的模具易于加工,可生产各种类型的型材,但制品表面有分型线痕迹。
空腹制品采用芯模。芯模一端固定,另一端悬臂伸入上、下模所形成的空间,与上、下模一起构成产品所需的截面形状。为减少脱模时芯模产生的阻力,芯模尾部加工成1/300~1/200的锥度,较大的芯模应考虑采用模心加热装置。




20170105141329249202
20170105141250529202
20170105141229091202
2011122211301433658
20170105141431376202
3255754521_863522941
Tel:
¥14.00元
¥40.00元
¥32.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议