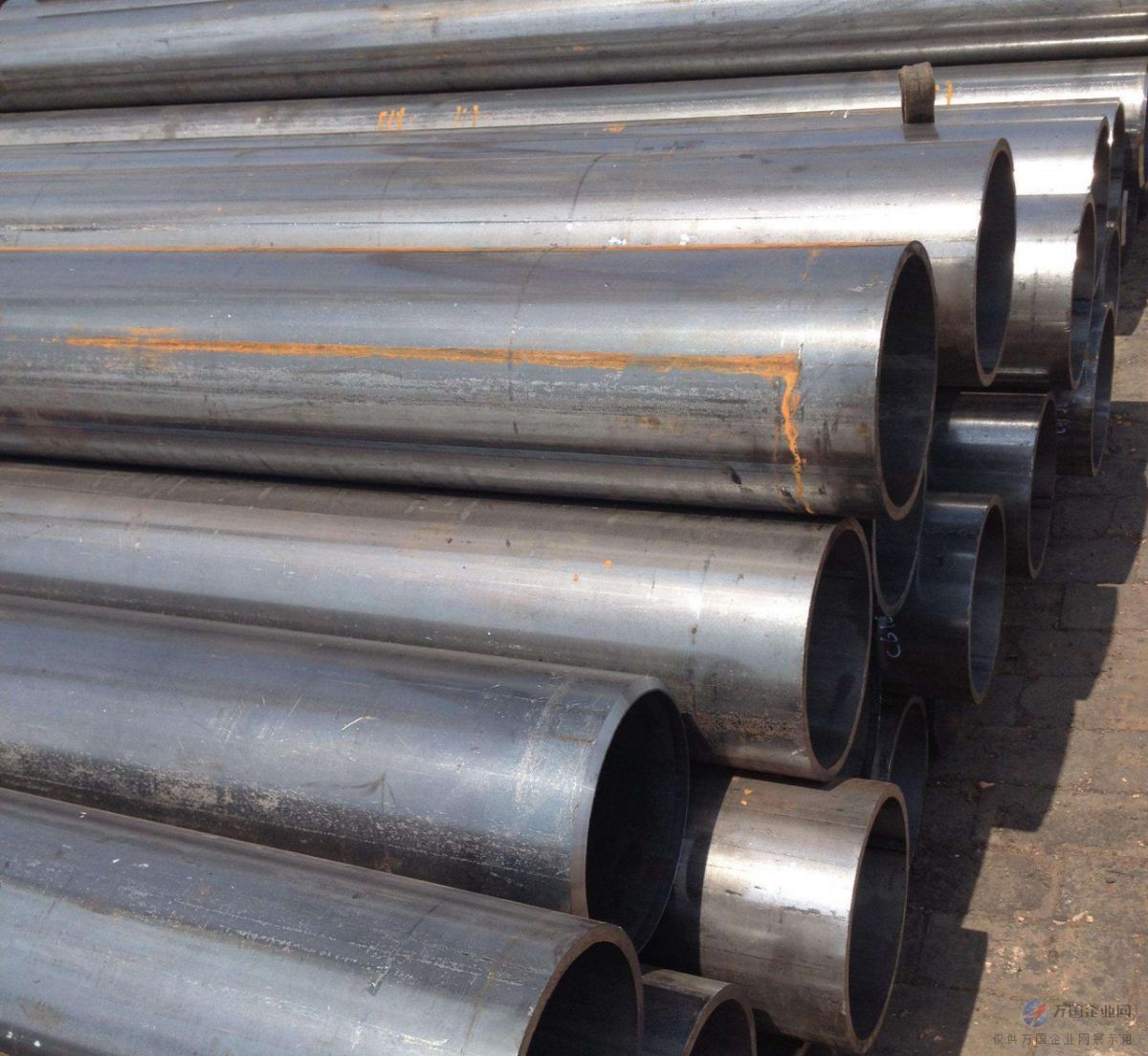
国标螺旋钢管简称9711.1螺旋钢管,9711.2螺旋钢管,材质分类:16Mn材质螺旋钢管,Q345B螺旋钢管,L245螺旋钢管,L360螺旋钢管,X40-X80螺旋钢管,主要用途,污水处理用螺旋钢管,水净化用螺旋钢管,水厂用螺旋钢管,电厂化工企业用螺旋钢管钢管,核电用螺旋钢管,输送可燃性流体用螺旋钢管,输送非可燃性流体用螺旋钢管,国标螺旋钢管,石油部标SY/T5037螺旋钢管。该产品用热轧钢带做原料,经常温螺旋成型,自动埋弧焊工艺焊接而成,主要用于石油、天然气工业中输送可燃流体和非可燃流体及钢结构。时时寻求效率进步,事事讲究方法技术。没有措施免谈管理,没有计划如何工作。品质,企业未来的决战场和永恒的主题。行动是成功的开始,等待是失败的源头。只有勇于承担责任,才能承担更大的责任。转变观念转变作风,让企业文化生生不息。得意时应善待他人,失意时你会需要他们。讲究实效、完善管理、提升品质、增创效益。面对变化,理性对待,充分沟通,诚意配合。在工作中有前瞻意识,建立新方法,新思路。自我提升、良性竞争,相互欣赏、相互支持。爱护公物,珍惜资源,勤俭节约,共同发展。以厂为校,以厂为家;互相学习,互相关怀。今天的事不推到明天,遵循必要的工作流程。全员参与,强化管理,精益求精,铸造品质。
大口径焊接钢管生产厂家
国标螺旋钢管的质量检测方法如下:
1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。
2、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故。
4、致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。
5、根据螺旋钢管质量检验结果,通常将螺旋钢管分为三类:合格品、返修品和废品。合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不完全符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和验收条件的螺旋钢管。
大口径焊接钢管生产厂家
螺旋钢管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,极易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊母管节点处的相贯线焊缝割裂了螺旋缝,产生较大的焊接应力,因而大大削弱构件的安全性能,因此应加强螺旋焊管焊缝的无损检测力度,确保焊接质量,否则在重要的钢结构场合不宜使用螺旋埋弧焊管。螺旋焊接钢管生产厂家为了提高管道的寿命,制作出来就会对其表面进行加工处理,也是生产的一个步骤。我们*常使用的方法有清洗、工具除锈、酸洗、喷抛丸除锈四类。清洗主要是将附着在螺旋管表面的油脂、灰尘、润滑剂等物质,如果通过清洗不能完成的物质那么会选择酸洗,其中又分为化学和电解两种,对管道有防腐的作用。如果管材表面生锈螺旋管厂家采用工具除锈,用钢丝刷来清洗打磨表面处理,钢管表面如附着特别牢固的氧化皮,有可能借助工具除锈也不能处理干净,需寻找别的方法。
*一种解决螺旋管表面质量的方法就是喷抛丸除锈,通过大功率电机带动叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷抛射处理,可起到除锈的作用。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
618145a2498640ae
140859781859649
Tel:
¥面议
¥面议
¥面议
Tel:
¥13.80元
¥9.98元
¥16.90元