
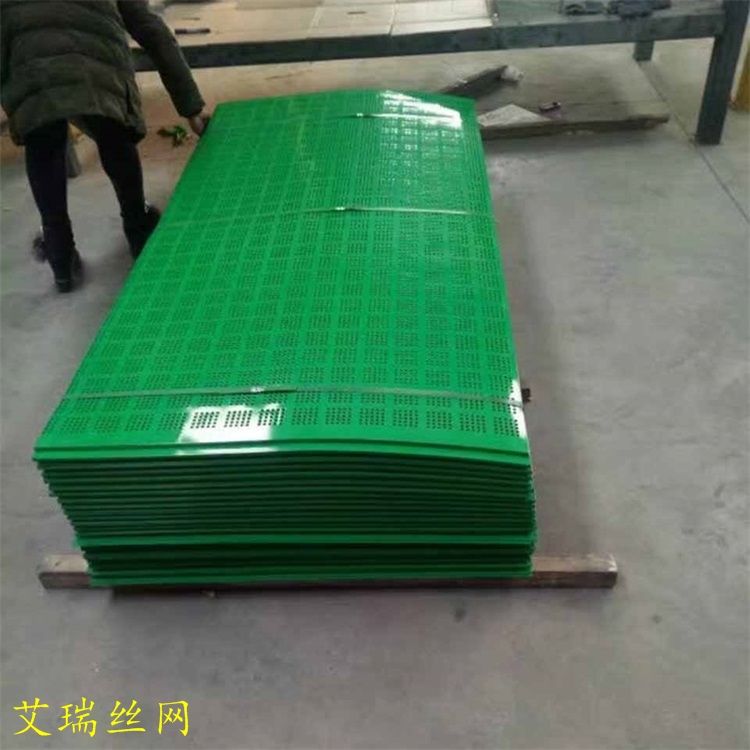
建筑喷塑爬架网片 全钢爬架网片,米字型爬架网好处多多,尤其在提高工程效率方面,是非常实用的。爬架网具有伸缩功能,使用者可以根据自己的需要,来调节爬架网的高度,爬架网有液压式、电动式、人力手拉式等,高度调节甚为方便,免除传统的爬架工具的拆卸、安装的麻烦。

那么该如何解决爬架网的安全问题,消除安全隐患呢?下面艾瑞厂家就来给大家讲解一下:
1、电源一定要采用垂直外也行的电源,直流时要采用正极性,切勿将焊丝接于负极,这样做的原因是为了保障电流的稳定,能够减少焊接的瑕疵。
2、切记,爬架网片与不锈钢管进行焊接时,只能适合与6mm以下的薄板进行焊接,因为这一规格的钢板能够使得焊缝成型,不会产生出明显的焊点。
3、焊接采用的保护气体大多是纯度99的氩气,但一定要保证稳定氩气的流量,因为这能够直接影响到爬架网片产品的成型质量。当焊接流量达到50-55安培时,氩气的流量应为8--10L/min,而电压在50-250安培时,氩气的流量应为2~5L/min。
4、钨极从气体喷嘴突出的长度应在4-5mm之间为佳,在角焊等遮蔽性交叉的地方应是2-3mm,开槽至深处是5-6mm,喷嘴至工作位置的距离不得超过5mm,否则的话,会直接影响到爬架网片的成品质量。
5、为了防止爬架网片与不锈钢管之间的焊区会有气孔出现,如若发现被焊接材料表面上附着铁锈、油污等情况的出现,请根据情况进行及时清理与更换,以免影响到爬架网片的质量。
6、在进行焊接的过程中,焊接电弧的弧度应保持一定的范围,普通低碳钢板材的范围保持在2-4mm之间,而在焊接不锈钢板材时,应保持在1-3mm之间为宜,一旦焊接长度或弧度过长,极有可能对爬架网片本身造成一定的损坏。
7、再进行对接打底时,为了防止底层焊道背面被氧化,工作人员也要对其背面实施氩气保护焊接。
8、同样,为了使得氩气更好的保护焊接熔池,以便于焊接流程的稳定操作,钨极中心线必须与焊接处工件保持80-85°之间的角隙,填充的焊丝与工件表面的夹角尽可能的减少。
9、虽说是在进行焊接流程,但周边的环境也是影响焊接质量的原因之一,大家一定要切记,在有风的地方,一定要注意挡风,无论采用何种方式。除此之外,室内也要采取适当的换气措施来保证室内气体的流通,以防对工作人员的身体产生一定的影响。
timg (19)
timg (21)
timg (22)



