
| 规格 | 标准数控刀片 | 名称 | CBN刀具 |
|---|---|---|---|
| 材质 | 聚晶立方氮化硼 | 适用范围 | 各类铸铁材质工件 |
灰铸铁是一种传统的金属材料,具有良好的铸造成型性、减磨抗震性,成本相对比低廉,在汽车、冶金等行业得到了广泛的应用。目前,汽车的许多工件(如发动机缸体、制动鼓、刹车盘等)的主要材料就是以高强度灰铸铁为主。
灰铸铁主要通过合金化和孕育处理来提高强度,但是在强度提高的同时也往往会造成切削加工性能的下降,因此传统的数控机床刀具往往会面临成本较高、易磨损、加工效率低等问题。
一、灰铸铁的加工难点。
1、灰铸铁材料中有各种硬质点,因此在切削加工的时候容易造成刀具的损伤甚至崩刃,影响加工质量,甚至造成刀杆损坏。
2、大批量加工灰铸铁工件时,刀具的快速磨损、寿命短会影响流水线的工作节奏,降低生产效率。
3、灰铸铁本身是铸造件,在精加工时难以取得理想的光洁度。
二、博特CBN刀具加工灰铸铁的优势
1、博特CBN刀具硬度高,耐磨性好,是硬质合金刀具的15倍-20倍。
2、可承受高速切削,**高线速度可达到1500m/min,铣削能达到2000m/min以上,大大提高生产效率。
3、CBN刀具采用干式切削的方法,不添加切削液,切屑易回收处理,更符合“绿色环保”。
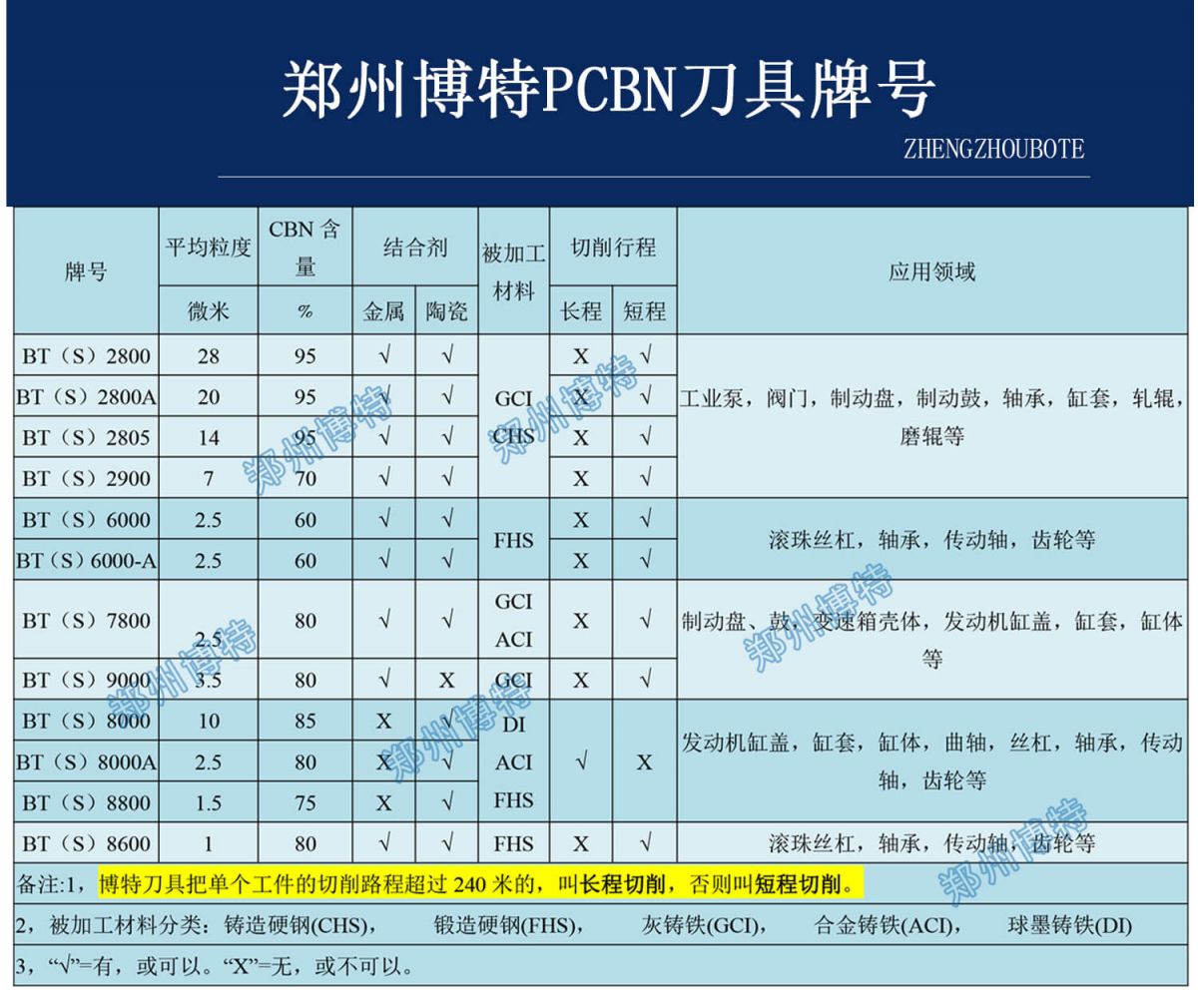
如博特BTS2800牌号属于整体聚晶CBN刀具,精选粒度合适,粗精加工均可,选用合适刃口处理,耐磨性更加优异。

以博特CBN刀具粗加工铸铁制动盘PCBN刀片为例,推荐切削参数如下:
工序名称:制动盘端面、外圆和内孔
工件材质:灰铸铁(HB180-220)
推荐刀具:博特PCBN整体烧结车刀片 材质BTS2800 系列
制动盘端面 CNMN120716
切削参数:Vc=400-600m/min,ap=2-3mm,Fz=0.55-0.65mm/r;
制动盘外圆 CNMN120712
切削参数:Vc=500-800m/min,ap=2-3mm,Fz=0.2-0.4mm/r;
制动盘内孔 CNMN120712
切削参数:Vc=300-500m/min,ap=1-3mm,Fz=0.4-0.6mm/r;
博特CBN刀片较某品牌硬质合金刀片,刀具寿命提高6倍,加工效率提高3倍。
作为CBN刀具行业的开拓者与领航者,郑州博特硬质材料有限公司(简称郑州博特)始终专注于超硬刀具的研发与生产,为用户提供超硬刀具产品与高效加工解决方案,以“解决高硬度材料加工难题”为使命,致力于成为世界**的PCBN刀具制造商和供应商。
创立20多年来,郑州博特依靠先进的研发中心和科研院所,凭借不断增强的创新能力、丰富的刀具设计经验和先进的制造技术,持续在超硬材料刀具行业领域高速发展,取得了辉煌的荣誉。
Tel:
¥279.00元
¥279.00元
¥279.00元
Tel:
¥5.00元
¥5.00元
¥5.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议


