| 校正平板经稳定性处理和去磁后,即进入机加工,分为粗刨、精刨。精刨是保证铸铁平板3级精度和表面粗糙度的一道工序,2级以上精度铸铁平板必须人工刮研,以保证铸铁平板的几何精度,对已合格的铸铁平板应避免热源的影响和受酸碱的腐蚀。高精度的铸铁平板应放置在20℃±5℃的恒温处。在使用过程中应避免因局部磨损过多、划痕和碰伤现象,而影响平面精度和使用寿命,铸铁平板的使用寿命在正常条件下应是长久性的。使用后应清洗干净,搞好防锈工作,以保持使用寿命。 |
| 铸铁平板的生产工艺流程基本是:一、铸铁平板毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;二、铸铁平板机械加工:外观检验并划线、在机床上工件、加工、检验、回火;三、铸铁铸铁平板上机床、按图纸要求加工、送检验科检验;四、铸铁平板工件调平、人工刮研、检验科检验;四、铸铁平板的外观处理、喷漆、包装、入库。 |
| 铸铁平板在使用时要先进行安装调试。然后才可以使用。在没有安装调试合格的铸铁平板上工作是没有意义的工作,非专业人员的安装调试铸铁平板是违规的操作,有可能损坏铸铁平板的结构,甚至会造成铸铁平板变形,使之损坏,无法使用。所以使用前,我们要有专业的工作人员进行铸铁平板的安装调试,非专业人员的安装调试是违规的操作,要**不可以采用。 |
| 铸铁平板设计、安装、调试、验收均按中华人民共和国“JB/T7974-1999”和JB/T7975-1999铸铁平板检定标准及企业内控标准执行。铸铁平板研制开发全部采用CAD/CAM技术,加工工艺:实型模型及工装→实型铸造→铸件人工时效处理→粗加工→二次人工时效→精加工→人工刮研→检验合格→包装 |
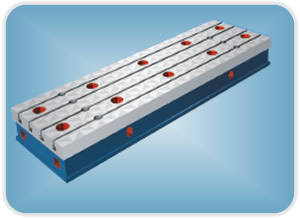
| 铸铁平板采用箱体式、筋板式或其他结构型式。在铸铁平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。铸铁平板工作面的硬度应为HB170—220或187—255之间。铸铁平板经检定符合本标准要求后,应附有产品合格证;产品合格证上应有本标准的标准号和产品序号。 |
Tel:
¥6850.00元
¥7050.00元
¥6850.00元
Tel:
¥1280.00元
¥1480.00元
¥1180.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议