



STAVAX
ESR-UDDEHOLM
TOOLING
瑞典乌德霍姆高品质超镜面塑料模具钢
STAVAX ESR模具钢是UDDEHOLM钢厂研发生产的高品质耐腐蚀、耐磨损、超镜面塑料模具钢,采用了电渣重熔(ESR)工艺,具有耐蚀、耐磨及良好的加工性能,可以获得很好的抛光表面质量,制作的模具可长期保持其加工表面质量,
降低了模具维护成本。
STAVAX
ESR是UDDEHOLM钢厂不锈钢概念的钢种之一。不锈钢概念是为了适应快速变化的塑料模具产业研发并不断扩充的不锈钢系列。众所周知的问题:模具锈蚀,表面需要反复抛光,不得不重新钻削冷却水道,部件锈合。单独或配套选用合适的不锈钢种,可生产不同应用领域中的高质量模具,尽量减少上述问题的发生。
STAVAX ESR的技术资料(包括STAVAX ESR的特性、化学成分、应用实例、物理性能、抗拉强度、耐腐蚀性能、热处理工艺、淬火回火温度控制、尺寸变化、淬火介质、机械加工参数选择、电火花加工、焊接工艺、焊条选择、抛光工艺流程及光蚀刻花等技术参数)
㈠、特性及优势
⒈STAVAX ESR为高级不锈模具钢,其具备以下的特性:
优良的耐腐蚀性;优异的抛光性;优良的耐磨性能;良好的机加工性能;热处理尺寸稳定性。
⒉综合上述优点,使得该钢种具有卓越的生产特性。由于其优良的耐腐蚀性,在塑胶模具中如下使用优势:
⑴低的维护成本
模具经过长期服役后,型腔表面仍然维持原始状态。模具在潮湿的环境下存放或使用时,不需要特别的保护.
⒉低的生产成本
由于模具冷却水水道较少受腐蚀的影响(不象普通模具钢),热传导特性、冷却效率在模具整个服役周期中均保持稳定,确保了模具始终如一的循环时间。
上述优势结合STAVAX ESR的高耐磨性,提供低维护成本和高寿命的模具,达到**佳的经济效益。
㈡、STAVAX
ESR的化学成分(%)
| 化学成分(%) |
C | Si | Mn | Cr | V |
| 0.38 | 0.90 | 0.50 | 13.60 | 0.30 | |
| 标准对照 | AISI 420 modified,WNr. 1.2083 ESR,JIS SUS 420J2 | ||||
| 出厂状态 | 软性退火至硬度200HB | ||||
㈢、STAVAX
ESR的应用实例
STAVAX
ESR被推荐用于所有的模具,其特性更适合以下特殊使用需求:
⒈耐腐蚀/锈蚀
对有腐蚀性的PVC、醋酸盐类等注塑原料或必须在潮湿的环境下工作存放的模具。
⒉耐磨损
注塑磨损性较大或有添加物的注塑原料(包含热固性注塑模具)。STAVAX ESR推荐使用在长寿命模具如一次性餐刀具、容器等。
⒊高表面质量产品
⑴、STAVAX ESR是极高抛光要求的镜面模具的**佳选择。
⑵、生产光学产品,如照相机、太阳眼镜镜片、医疗器械例如注射器和分析药瓶等。
⑶、STAVAX ESR特别适合制作卫生安全要求高的模具例如丙烯腈-苯乙烯共聚物制作透明塑料啤酒杯。
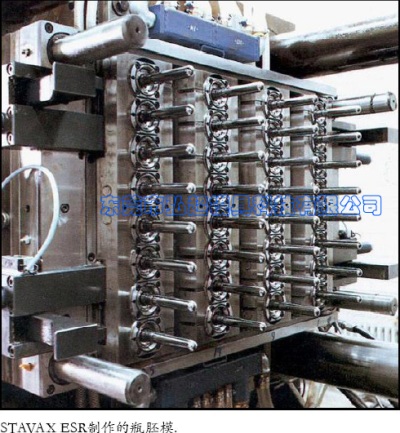
(图)STAVAX
ESR制作的瓶胚模
⑷、由于提供了“清洁空间”环境,模具无锈蚀,STAVAX
ESR成为医疗产业的满意之选,拥有优良抛光性能的纯净钢种赋予医疗产品**的表面质量。
⑸、聚碳酸酯制的摩托车安全头盔镜片**初采用AISI 420制模,后由于高抛光要求改为STAVAX ESR。
(图)STAVAX
ESR制作的摩托车安全头盔镜片模具
⑹、推荐的使用硬度:
| 模具种类 | 推荐硬度HRC |
| 热塑性塑料注塑模 | 45-52 |
| 热固性塑料注塑模 | 45-52 |
| 压缩/转移模 | 50-52 |
| PVC,PET等吹塑模 | 45-52 |
| 挤塑模,拉伸模 | 45-52 |
㈣、STAVAX ESR的性能
⒈物理性能:淬火回火至
50 HRC
| 温度 | 20℃ | 200℃ | 400℃ |
| 密度 kg/m3 | 7800 | 7750 | 7700 |
| 弹性模量MPa | 200000 | 190000 | 180000 |
| 热膨胀系数/℃从20℃ | - | 11.0×10-6 | 11.4×10-6 |
| 热传导率W/m℃ | 19 | 20 | 24 |
| 比热J/kg℃ | 460 | - | - |
注:以上参数仅供参考,其中热传导系数测量十分困难,离散度高达±15%。
⒉抗拉强度
下表抗拉强度为近似值.所有样品均沿轧制方向从直径25mm的圆棒上取样.淬火温度为 1025
±10℃,油淬,按所需硬度进行回火。
| 硬度 | 50HRC | 45HRC |
| 抗拉强度, Rm | 1780 MPa | 1420 MPa |
⒊耐蚀性能
⑴、STAVAX ESR能抵抗水、水蒸气,弱有机酸,稀释的硝酸盐、碳酸盐等的腐蚀。
⑵、STAVAX ESR制成的模具,在潮湿的环境中服役,存放或成形腐蚀性的塑胶原料,均不会生锈或被污染。
注:在模具存放中无需使用特殊的保护剂。由于很多保护剂本身是氯基的,可能会破坏模具表面的钝化膜导致点蚀。模具在存放前必须进行彻底的清洁和干燥。
⑶、STAVAX ESR在低温回火及抛光至镜面状态的时候,特别能显示出优良的耐腐蚀性。
(图)回火温度对抗腐蚀性能的影响
㈤、STAVAX ESR的热处理工艺流程
⒈软化退火
在保护状态下,加热至890℃均温后,于炉中以每小时20℃冷却至850℃,再以每小时10℃冷却至700℃接着再置于空气中冷却。
⒉去应力退火
粗加工后,必须加热至650℃均温2小时后,缓慢冷却至500℃,然后置于空气中冷却。
⒊淬火
预热温度6 0 0 – 8 5
0℃。奥氏体化温度:1020-1050℃,通常采用1020-1030℃。
| 温度℃ | 保温时间 | 退火前硬度 |
| 1020 | 30分钟 | 56±2HRC |
| 1050 | 30分钟 | 57±2HRC |
保温时间=当钢材的表面及中心达到一致的淬火温度后开始计时;
在奥氏体化过程中要加以保护避免脱碳及氧化发生。
⒋CCT 图
奥氏体化温度 1030℃.,保温30分钟。
(图) STAVAX ESR的CCT图
(图)硬度,晶粒度及残余奥氏体含量随淬火温度的变化图
⒌淬火介质
⑴、足够正压的真空气冷;
⑵、高速气体/循环气氛;
⑶、流态炉或盐浴炉250-550℃分级淬火后在空气中风冷;
⑷、温油,大约80℃。
为使模具达到**适当的特性,在模具的变形程度可接受的条件下,冷速越快越好。于真空炉中热处理时推荐使用4-5bar的气压。模具冷却至50-70℃应立即回火。
⒍回火
参照STAVAX
ESR的回火曲线图,按所需硬度值选择回火温度,回火至少两次,每次回火后,必须冷却到室温,**低的回火温度为250℃。
作为例外,当模具较小且形状简单时,同时要求52-54HRC的硬度,可选用**低180℃的回火温度。
(图) STAVAX
ESR的回火曲线图
注:以上的曲线数据只适宜小型模具。淬火回火后模具可达的硬度要视模具的尺寸。
建议250℃回火以求韧性、硬度及抗腐蚀性的**佳组合。
应避免选用过高的奥氏体化温度与过低的回火温度<250℃的组合,避免模具产生太大的应力。
⒎尺寸变化
淬火及回火时的尺寸的改变取决于热处理过程中所采用温度、设备及淬冷介质。
模具的尺寸与几何形状也同样重要。模具在加工时应预留加工量以弥补热处理后的尺寸变形。如果在粗加工与半精加工之间进行过应力消除,建议预留0.15%作的加工余量。
淬火过程中尺寸变化
下表为一100×100×25mm试样在理想状态下淬火时的尺寸改变。
回火过程尺寸变化
(图) STAVAX
ESR淬火及回火过程中尺寸变化图
注:淬火及回火过程总的尺寸变化为两者之和。
㈥、STAVAX
ESR的机加工参数推荐
以下切削参数仅供加工参考,应根据实际情况进行调整。材料状态:软性退火~200HB。
⒈车床加工
| 加工参数 | 硬质合金刀具 | HSS1刀具 | |
| 粗车 | 精车 | 精车 | |
| 切削速度(vc)m/min | 160~210 | 210~260 | 18~23 |
| 进给量(f)mm/r | 0.2~0.4 | 0.05~0.2 | 0.05~0.3 |
| 切削深度(ap)mm | 2~4 | 0.5~2 | 0.5~3 |
| 硬质合金标准ISO | P20~P30涂层 | P10涂层或金属陶瓷 | - |
注:1 高速钢
⒉钻孔加工
⑴、高速钢麻花钻头
| 钻头直径mm | 钻孔速度(vc)m/min | 进给量(f)mm/r |
| ≤5 | 12~14* | 0.05~0.10 |
| 5~10 | 12~14* | 0.10~0.20 |
| 10~15 | 12~14* | 0.20~0.30 |
| 15~20 | 12~14* | 0.30~0.35 |
注:* 对于镀镆 HSS 钻头, vc= 20–22
m/min
⑵、硬质合金钻头
| 加工参数 | 钻头类型 | ||
| 可转位钻头 | 全硬质合金钻头 | 钎焊硬质合金 | |
| 加工速度(vc)m/min | 210~230 | 80~100 | 70~80 |
| 进给量(f)mm/r | 0.03~0.101 | 0.10~0.251 | 0.15~0.251 |
注:1 取决于钻头直径
⒊铣床加工
⑴、面铣和直角台阶铣
| 加工参数 | 硬质合金刀具 | |
| 粗铣 | 细铣 | |
| 加工速度(vc)m/min | 180~260 | 260~300 |
| 进给量(fz)mm/r | 0.2~0.4 | 0.1~0.2 |
| 铣速(ap)mm | 2~4 | 0.5~2 |
| 硬质合金国际标准ISO | P20-P40涂层硬质合金 | P10-P20涂层硬质合金或金属陶瓷 |
⑵、端面铣
| 加工参数 | 刀具种类 | ||
| 整体硬质合金 | 可转位硬质合金 | 高速钢 | |
| 铣削速度(vc)m/min | 120~150 | 170~230 | 25~301 |
| 进给量(fz)mm/r | 0.01~0.022 | 0.06~0.22 | 0.01~0.302 |
| 硬质合金标准ISO | - | P20~P30 | |
| - |
1 对于涂层 HSS 端面铣, vc~ 45–50 m/min
2 取决于切削径向深度及刀具直径
⒋磨床加工
砂轮推荐
| 加工类别 | 退火态 | 淬硬态 |
| 表面研磨直线式 | A46 HV | A46 HV |
| 表面研磨镶块式 | A24 GV | A36 GV |
| 外圆研磨 | A46 LV | A60 KV |
| 内壁研磨 | A46 JV | A60 IV |
| 成形研磨 | A100 LV | A120 KV |
㈦STAVAX ESR的电火花加工
如果模具在淬火回火态进行EDM加工,EDM表面将覆盖着非常脆的再熔化层(白层)及再淬火未回火层,影响模具性能。建议在电加工的**后阶段采用“精放电”即低电流,高频率。为了获得预期的表现,必须对电加工表面进行研磨和抛光以彻底去除白层后用比原先回火温度低约25℃的温度再回火一次。
㈧、STAVAX
ESR的焊补工艺
模具钢焊接后一般容易发生开裂。如能做好预处理,这些措施如:正确的坡口加工、焊条的选择、实施焊接工艺、焊前预热及焊后热处理,工具钢的焊接也能得到很好的效果。
为了得到好的抛光及光刻效果,利用下表推荐的焊材:
| 焊接方法 | TIG | MMA |
| 预热温度1 | 200-250℃(退火态~200HB);200℃(硬态56HRC);250℃(硬态52HRC)。 | |
| 焊材 | STAVAX TIG-WELD | STAVAX WELD |
| **大层间温度2 | 400℃(退火态~200HB);350℃(硬态56HRC);400℃(硬态52HRC)。 | |
| 焊后冷却 | 前两个小时以20~40℃/h速度冷却,然后空冷 | |
| 焊后硬度 | 54~56 HRC | |
| 焊后热处理 | ||
| 淬硬态 | 在原回火温度下10~20℃回火处理 | |
| 退火态 | 保护状态下将模具加热至890℃,均热后在炉中以每小时20℃的速度冷却至850℃,然后以每小时10℃冷却至700℃后自由空冷。 | |
注:1
模具整体必须达到预热温度并在整个焊补过程中维持恒定以防止产生焊接裂纹。对于淬火回火后的模具,实际预热温度必须低于原先的热处理时的回火温度以避免模具基体硬度下降。
2
对模具进行多层多道焊时,当焊接后道焊缝时,前道焊缝的**低温度,称为层间温度。若超出该温度,模具就会出现变形或在焊接区域出现软区的风险。
㈨、STAVAX
ESR的抛光工艺
淬火及回火的STAVAX
ESR(S-136)具备优良的抛光性。但抛光技巧与其他ASSAB钢材比较有点不同,主要的原则是,在细磨和抛光时采取多道手续,不要在很粗糙的表面进行抛光。但抛光时,上一道抛光手续所遗留的刮痕被除去后,就必须立即停止继续抛光。
㈩、STAVAX ESR的光蚀刻花性能
STAVAX
ESR的低杂质含量,非常适合光蚀刻花。由于STAVAX
ESR的优良抗腐蚀性,所以必须采用特殊的光蚀刻花工艺。这特性亦广泛被主要的光蚀刻花公司熟悉。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066),以获得更多的有关钢材选择、应用、热处理及库存等相关资料。