1.设备名称、型号
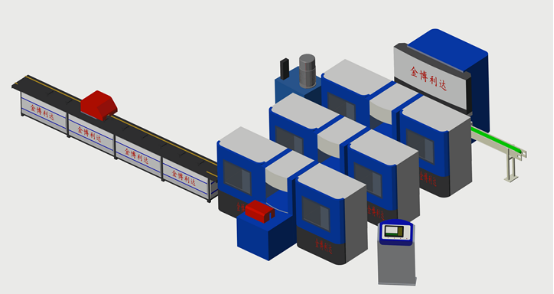
光伏铝边框数控自动进给冲孔切割组合生产线JB-LBKCQ09
2.主要配置:
数控进料主机、?数控双头锯、?工位变换移位主机1、④双向角码压印冲压主机、⑤工位变换移位主机2、⑥双向落水孔冲压主机⑦工位变换移位主机3、⑧多工位冲压主机(安装孔、接地孔、接地标志)、⑨自动出料主机、⑩控制中心
3.生产节拍:0.2~0.25min/支
4.产品精度:符合行业标准,优于人工生产精度
5.节约工人:与传统工艺相比节约15~17人
6.总功率:40KW
7.组合生产线占地总面积约80余平方米
二、JB-LBKCQ09设备性能与特点
1、设备可按既定的数控程序对0-8500mm(长)甲方铝边框数控自动进给、45°角双头锯切、、工位精准转换、双向角码压印冲压、双向落水孔冲压、多工位冲压(安装孔、接地孔、接地标志)、自动出料。
2、整套自动生产线自动完成加工任务代替人工,加工精准、高效、操机安全;
3、设备具备实时数显、记忆功能(型材数量、相关参数实时数显);
4、按工件加工要求,办公室人员或操机人员按工程图纸录入U盘拷入设备系统后,按规定的尺寸和要求自动加工;繁多工件尺寸与批量尺寸具有同等工作效率;生产人员只需辅助工作。
三、JB-LBKCQ09设备工作流程描述
将单支工件放入1进给主机工作台→自动夹紧→迅速自动上料→数控快速精准进给→工件自动进给到锯切主机→自动定位夹紧→双头锯自动锯切45°角→A移位装置带动锯切后工件自动进给到2.2位置后松料(A退回2.1位置)→2.2自动夹紧工件→双工位自动冲排水孔→B移位装置夹紧工件自动进给到2.3位置后松料(B退回2.2位置)→2.3位置自动夹紧工件→双工位自动冲压加强角凸起→C移位装置夹紧工件自动进给到2.4位置后松料(C退回2.3位置)→自动夹紧工件→多工位定位孔自动冲压→自动出料→→即完成一支工件加工要求,循环往复N次即完成整批工件N支加工要求。
备注:A移位装置在2.1位置待命
B移位装置在2.2位置待命
C移位装置在2.3位置待命
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥10000.00元
¥10000.00元
¥10000.00元