| 颜色 | 调色 | 单件净重 | 4公斤 |
|---|---|---|---|
| 保质期 | 12 | 金属涂料分类 | 聚氨酯涂料 |
| 干燥时间 | 1 h | 耐水性 | 1 |
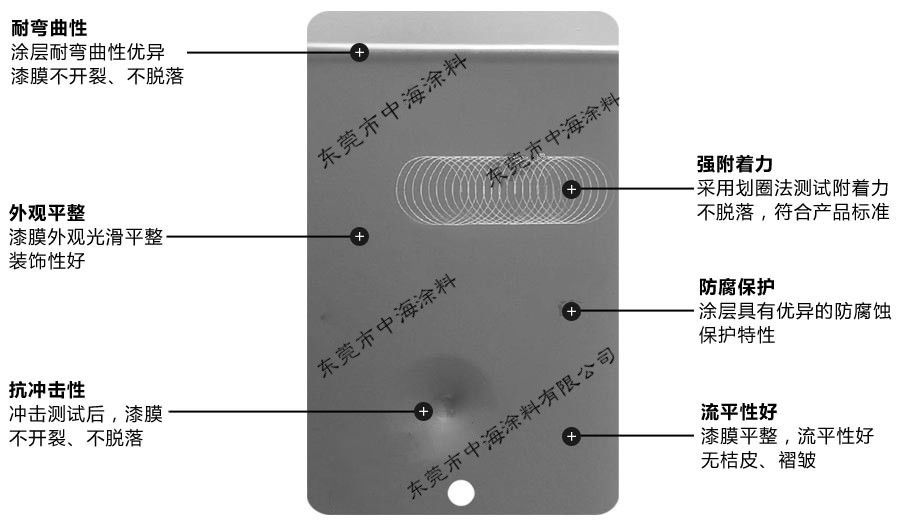
机械油漆喷涂不论采用何种施工工艺,机械设备涂装前的物体表面处理是施工过程中的一个关键。因此,除被金属物体表面有氧化皮、锈蚀外、还与其它被涂物表面一样,有油污、水分和灰尘等污染物,以及表面坑凹,剥落等缺陷存在。

使涂层表面手感和观感都不能达到满意的程度。在施工前,如不彻底清楚,则会造成漆层起包,剥落等。直接影响涂层的附着力。抗腐蚀性、装饰性和使用寿命。达不到机械油漆应有的保护和装饰作用。因此,各种涂料,不论采用哪种施工方法,都不能忽视对底材的表面处理这个问题。
A、机械金属的表面处理:
就机械金属而言,涂机械漆前表面有锈层、坑凹、油垢、焊渣、水分、有的还有旧漆膜。如果不做表面处理而直接涂装,会导致漆膜外观不良,及先天隐患。如涂膜的耐水,耐油,耐酸碱性3降低,有的很快剥落,有的慢慢会产生锈斑,降低漆膜的保护及装饰效果。因此必须进行处理,不可马虎从事。
1、除锈:包括手工除锈,机械除锈,喷砂除锈,化学除锈。
手工除锈:以金刚砂布,,锤凿,钢丝刷等工具,用手工敲,铲,钢丝刷刷锈层,用棉砂抹去锈尘方可机械油漆涂装施工。
机械表面除锈:借助小型电动机,风动工具类,如角砂轮,打磨机等,利用其冲击和磨砂作用,除去锈蚀及污物。机械除锈效率较高,受到施工工程现场广泛的应用。
机械表面 喷砂除锈:是一种除锈效率高,质量好。除锈质量比较彻底的方法,能将金属表面粘附的杂质,锈层一并清除殆尽。经喷砂处理后的表面,对涂膜提供良好的机械附着力。喷砂处理有:干喷砂法,湿喷砂法,密闭无尘喷砂法,抛丸法和高压水喷砂法。
机械表面化学除锈:20%石水再用温水冲洗,待干后立即涂装。此法特别适合形状结构复杂的机械工件进行处理。近年来,带锈机械油漆涂装已大大应用。它是钢铁表面不做处理,4立刻涂上带锈底漆。

这种机械油漆具有作为底漆有稳定型,转化型、渗透型,乳液型四种类型。但是带锈涂装不是任何涂装工程中都可以采用。它不仅决定于带锈底本身的质量,还在很大程度上决定于底材及施工要求不同。因此带锈涂装只能是那些对被涂工件要求不高,
没有很厚氧化的金属工件。不可以为省工省时随意使用。
2、除油
各种机械器材,新铁钢板表面通常附有动植物油脂和矿物油脂等。施工前需要除净,以增强机械油漆涂层的附着力。
机械表面除油方法有:
3、磷化处理
磷化处理是使用钢铁表面生成一层不溶性极薄的结晶状的复盐保护膜,具有较好的防锈性和附着力,磷化处理后其**大的优点是机械油漆受到局部破损时,或其它毁坏以及边角上产生锈蚀可免于蔓延扩大。磷化处理也适用于铝、锌和其它合金表面,但主要用于大规模流水作业的钢件表面上。
目前,磷化的方法很多,归纳为化学磷化,电化磷化,喷射磷化等,也有涂装磷化底漆代替磷化处理。4、纯化处理:纯磷化处理的钢铁或酸洗后的钢铁表面,为了封闭磷化层孔隙或使金属表面生成一层很薄的钝化膜,使金属表面与处界各种介质分隔,使其防护效果好。
金属经铬酸盐处理,能生成三价和六价的铬化层,故防腐蚀性好。除油、除锈、磷化,钝化的预处理方法,只适用轻度锈蚀或新的金属涂刷前的处理。

桔纹漆
砂纹漆
银粉漆
Tel:15133609119
¥面议
¥面议
¥面议
Tel:028-83610336 028-83611998
¥面议
¥面议
¥面议
Tel:18520130099
¥200.00元
¥220.00元
¥210.00元
Tel:13689081113
¥面议
¥面议
¥面议