将
聚醚或
聚酯多元醇(白料)和多异氰酸酯(黑料)、水、催化剂、表面活性剂、发泡剂、其他添加剂等原料一步加入,在高速搅拌下混合后进行发泡。一步发泡工艺是普遍采用的工艺,另外还有手工发泡法,那是**简便的方法,将所有原料准确称量后,置于一个
容器中,然后立即将这些原料混合均匀,注入
模具或需要充填泡沫塑料的空间中即可,注意:称量时一定要将多异氰酸酯(黑料)**后称入。
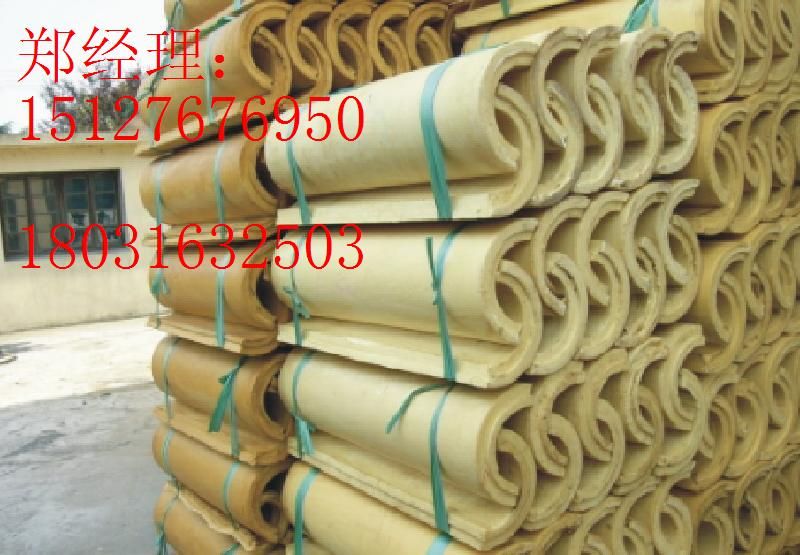
聚氨酯保温管以其优良性能、方便施工及使用年限长给用户带来了巨大的经济效益和社会效益,在国内这项节能技术正得到越来越广泛的应用.
聚氨酯组合料具有泡孔细密,流动好,韧性足,强度高的特点,极大的物性宽容度能满足客户的各种生产工艺要求,适合用于76、89、108、133、219、273、426、478、630、820、
720 、 529 、 325 、 159
等大小规格不同的管道上,密度分布均匀,同时在适应低温环境施工,特使品种能长期耐低温零下200℃。

注意事项:生产过程中聚氨酯组合聚醚与异氰酸酯一定要严格按照产品说明书要求的比例精确称量,物料必须充分搅拌均匀,否则将会影响聚氨酯泡沫的性能。储存时,必须严加
密封,以防发泡剂的逸出和水汽的进入。应放置在避光、
干燥、阴凉和
通风的地方,避开热源和严防曝晒。实际数值视加工条件不同而变化,根据客户实际可进行调整
乳白时间 秒 5~40 凝胶时间 秒 50~130不粘时间 秒 100~180 整体密度 kg/m3 23~32
脱模时间 分钟 5~10 典型泡沫性能:模塑密度 kg/m3 32~80 闭孔率 % >90
热导率 w/m.k <0.023压缩强度 Kpa >150 尺寸稳定性,±30℃,48hr <1%