
河北哪家公司的立方氮化硼刀具质量好?不妨到郑州博特硬质材料有限公司看一看,选一选,总有适合您需求的复合式氮化硼刀片,价格合理,质量一等,国际认证三优厂家!2003年,郑州博特PCBN焊接刀片在加工汽车缸套的环槽、外圆等部位试验成功,在汽车制动盘精加工工序,选用PCBN整体刀片高速精车,大大缩短了加工时间,工件表面粗糙度也得到极大改善,2009年,博特PCBN整体复合刀片,在汽车齿轮渗碳淬火后端面、内孔、同步啮合齿轮的锥面精加工、齿轮轴硬车切槽方面试验成功并投身使用。PCBN刀具发展至今,不仅可用于汽车制造业,还可用于加工冷硬轧辊、风电设备回转支撑轴、滚珠丝杠、渣浆泵等。超硬刀具已成为现代切削加工中不可缺少的重要切削工具。
立方氮化硼刀具的发展,大幅度地提高了劳动生产率,改善了产品质量,降低了生产成本,现如今在市场上已占有很大的份额。这也是郑州博特硬质材料有限公司致力于发展PCBN刀片,为我国的金属切削技术飞速发展添砖加瓦。博特公众微信号:berlt7075
欢迎关注
立方氮化硼刀具的优点是具有陶瓷刀具的硬度和耐磨性,也具备硬质合金刀具的抗冲击性和韧性,因此是一款优良的、性价比高的高速切削刀具。其耐磨性是硬质合金的5倍,刀具寿命比硬质合金高;具有很好的热硬性,当切削温度760℃时,具有87HRA(相当于66HRC)硬度,温度达1200℃时,仍能保持80HRA的硬度;摩擦系数低,切削力比硬质合金销,用该类刀具加工时能提高表面光洁度。
立方氮化硼刀具适用于加工高硬度淬火钢、冷硬铸铁和高温合金材料。它不宜加工铝合金和铜合金,通常采用负前角的高速切削。
汽车制动盘加工解决方案
加工部位:制动盘端面、外圆和内孔
工件材质:合金铸铁
硬 度:HB200-300
加工工序:粗、精车
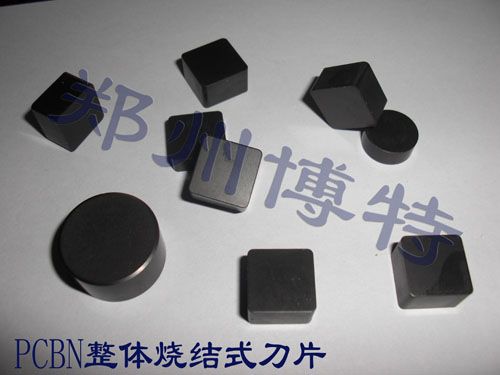
刀 片:立方氮化硼整体刀片
型号:SCGN090412
加工参数:
切削深度:ap:=0.2mm
线速度:Vc=1000m/min
进给量:f=0.1mm/r
渣浆泵加工解决方案
加工部位:离心泵叶轮、护套
工件材质:耐磨铸铁
硬 度:HRC58-62
加工工序:粗车、半精车
刀 片:立方氮化硼刀片(SNMN120412)
加工参数:
切削深度:ap=3mm
线速度:Vc=80m/min
进给率:f=1mm/r
加工效果:
武钢轧辊厂、中钢邢机用于加工轧辊,渣浆泵 被加工材料冷硬铸铁RNMN2008, v=150m/min,f=0.4mm/r,
ap=5-8mm
,表面光洁度达Ra0.4-0.8,每刃加工60-100件,加工效率较硬质合金刀片高4-5倍,较涂层刀片高3-4倍,成本降低30-60%

Tel:
¥面议
¥面议
¥面议

