| 规格 | 齐全 | 名称 | T型槽平台 |
|---|---|---|---|
| 材质 | HT200-300 | 适用范围 | 工业 |
T型槽平台技术参数:
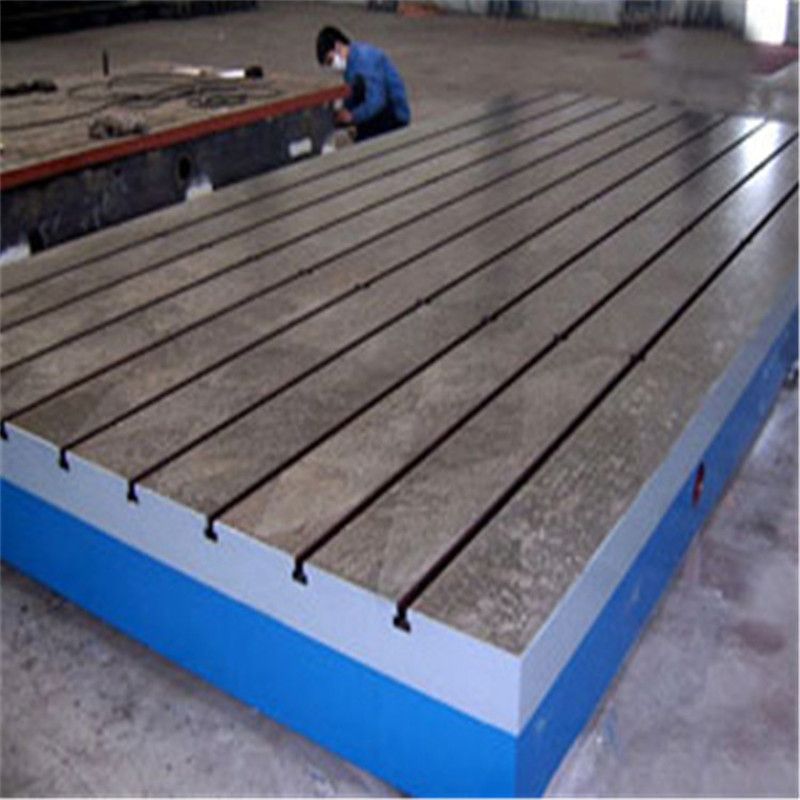
T型槽平台又称为T型槽装配平台,铸铁T型槽平台,T型槽焊接平台,T型槽铆焊平台,是用于产品装配、组装、焊接、装焊、铆焊、组对时的铸铁基础工作平台,目的是方便产品组装、焊接、铆焊、制作等,保证产成品的精度、平面度、角度、直线度。T型槽用来固定工件和产品,方便定位和划线、测量等工作。
T型槽平台的制造材料为高强度铸铁HT200-HT300。
T型槽制造标准严格按着GB/T 22095-2008的相关要求制作。
T型槽平台一般单件规格**大为4000mm*9000mm;大于此规格的T型槽平台组可以用多件T型槽平台拼接,常用的单件规格有:1000mm*2000mm、1200mm*2400mm、1250mm*2500mm、1500mm*1500mm、1500mm*2000mm、1500mm*2500mm、1500mm*3000mm、1500mm*3500mm、1500mm*4000mm、1800mm*2200mm、1800mm*2500mm、1800mm*2800mm、1800mm*3000mm、1800mm*3600mm、1800mm*4000mm、2000mm*2000mm、2000mm*2500mm、2000mm*3000mm、2000mm*4000mm、2000mm*5000mm、2000mm*6000mm、2500mm*2500mm、2500mm*3500mm、2500mm*4500mm、2500mm*5000mm、2500mm*6000mm、2500mm*7000mm、2500mm*8000mm、3000mm*3000mm、3000mm*4000mm、3000mm*5000mm、3000mm*6000mm、3000mm*8000mm、4000mm*4500mm、4000mm*5000mm、4000mm*6000mm、4000mm*7000mm、4000mm*8000mm、4000mm*9000mm等规格,并制作其它客户所需要的各种规格的T型槽铸铁平台。
铸铁T型槽平台的具体加工方法
铸铁T型槽平台上的T型槽是经过刨床或者龙门铣床加工出来的,T型槽不能用T型槽铣刀直接加工,因为T型刀没有螺旋排屑槽,在开槽时切屑不能流畅的排出来,很容易断刀!再说成型刀具的切削性能本来就没有立铣刀好,只是相对方便而已!建议先用立铣刀开粗!然后再用T型刀开槽!注意切削液要充分,压力要大。先用立铣刀开直槽,深度到位。再用T型槽铣刀开T型槽!
使用牛头刨加工时,工件按所需要的T形槽划好线后先用切刀将直槽开好然后用定做的横切刀将横槽开出就行,但开横槽要注意很容易折刀。工件按所需要的燕尾槽划线然后用切刀将余量去掉,之后用左右偏刀转动角度将燕尾槽开出。
我厂总结T型槽的加工程序如下:
1.先按照所需尺寸划好线作为基准。
2.用比所需T槽小的铣刀铣到所需深度。
3.再用所需T槽开口同样大的铣刀铣到所需深度。
4.**后用所需开口同样大的T型铣刀铣完即可。
这样加工完的T型槽能保证它的开口宽度,也能保证整个槽的直线度。
咨询电话:0317-8036326
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥279.00元
¥279.00元
¥279.00元