
机器参数
|
产品型号 |
液动型冷焊机 |
|
夹线范围 |
铜: ф3.00mm-ф10.00mm 铝: ф3.00mm-ф15.00mm |
|
机架类型 |
精密整体浇铸 |
|
电机功率 |
4-2.2KW |
|
油温温度 |
≤65℃ |
|
回油压力 |
0.5-0.8Mpa |
|
额定电压 |
380V/50HZ |
|
工作压力 |
4.0-4.5Mpa |
|
外形尺寸 |
(长)1230*(宽)700*(宽)1130 |
|
产品净重 |
830kg |
产品详情

适用范围和场景
1、 适用范围:一般硬度不高,延性好的金属线材都适用于冷焊机。例如:铝、铜、镍、铂、金、银、钎以及其合金等;以上两种不同种类的金属也可以进行焊接,且焊接效果与同一材质焊接效果无二。
2、 注:现阶段使用的冷焊机工具下,对铜等金属施加力量的上限200KGF/mm,因此铁、钢以及其合金等硬度高的金属目前还不能冷压焊,本公司正在研究其他可行方案,有兴趣的朋友可以联系我们。
详细说明
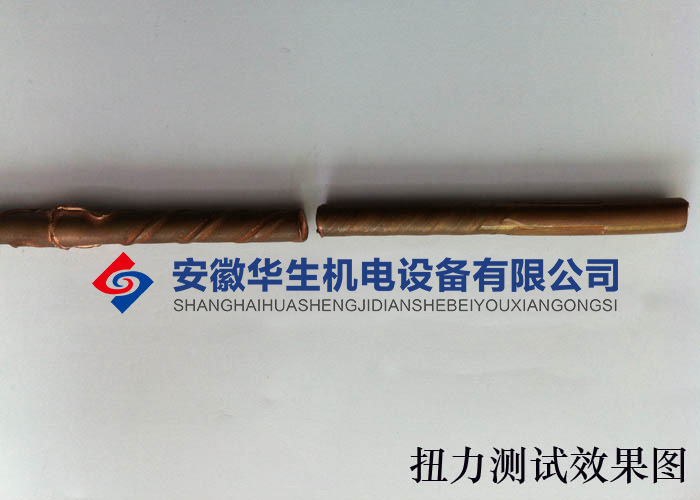
冷焊机工作原理:在集中压力负荷作用下,使需要连接的两接触表面积扩大,从而使得焊接表面上的原始的阻碍焊接的氧化保护膜破裂,高压负载又使暴露的纯净金属物质紧密接触,产生原子之间的结合。经过焊接时严重变形的冷压焊接头,其结合界面均呈现复杂的峰谷和犬牙交错的空间形貌,其结合面面积比简单的几何截面大。在正常情况下,同各金属的冷压焊接头强度不低于母材;异种金属的冷压焊接头强度不底于两边母线强度。
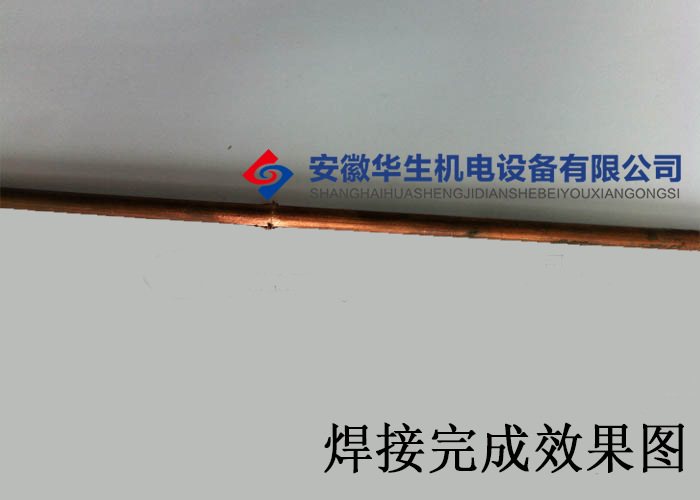
2冷焊后的接头情况:经过反复实验,证实了冷焊接后,接头部分的强度与母线的强度相等(母线横截面图、接头横截面图);接头处除出多余的渣滓后没有明显的突起、变形、被腐蚀等情况(焊接后的解析图);接头电阻、导电性能与母线相比也没有变化。
液压型冷焊机的特点
1、很多金属材料在传统的高温焊接下会导致接头变形变粗、异物掺入、电阻变大导电性能变弱等缺陷。而在常温下工作的冷焊机则完全不会出现以上问题,只不过会在接头处有一些因硬化而变形的渣滓而已,用平头钳轻轻剥去便可。
2、冷焊模具是由高质量模具钢加工而成,並通过真空淬火热处理。其硬度HRC
56~60左右,具有变形小,耐磨损之性能。在使用冷焊机的过程中,除选择与线规格相符的模具外,为了延长模具的使用寿命,达到更好的焊接效果,模具的保养十分重要。
3、可以焊接其他截面的如矩形的线(但需特制模具)
4、不需要进行预处理
5、焊接时间小于1分钟
应用实例





Tel:
¥面议
¥面议
¥面议


