
| 结构型式 | 铝合金 | 显示方式 | 数码 |
|---|---|---|---|
| 开孔尺寸 | 5 mm |
振动时效简介:孔经理13325130706
振动时效是通过共振原理消除或均化残余内应力,主要通过共振能量传递到工件的各个部位,使工件内部发生微观的塑形变形,从而消除或均化工件内部的残余内应力,保证工件尺寸的稳定。目前被广泛应用于焊接、铸造、锻压、机加工等生产工艺过程中。是目前取代热处理的**佳选择。
在传统的振动时效设备基础上,我公司率先研发频谱谐波振动时效设备,强化频谱分析技术,加强共振处理工件的频率精度,使得时效处理工艺得以改善和加强,处理效果得到显著提高。频谱谐波时效模式主要的特点在于处理范围广,不受任何电机的转速影响,可以处理的频率范围更广。处理工件时通常能找到多个的共振频率。多个频率形成互补。传统振动时效设备一个频率只有一种振型,产生一个**大动应力方向,而工件内部残余应力集中状态非常复杂,残余应力呈多维分布,弥补了传统振动时效设备的不足。
二、振动时效特点:
在工件的铸造、焊接、锻造、机械加工等制造过程中,工件内部会产生残余应力。残余应力的存在必然会导致工件变形、开裂,严重影响了工件的尺寸稳定性,降低工件的疲劳寿命。
传统的时效处理方法是自然时效和热时效。但自然时效生产周期长、积压资金、占用场地;热时效又受退火温度、升降温时间速度、时效炉的温差等各种因素的影响,且投资巨大。随着科技的发展,对时效果求越来越高。振动时效由于时效效果好、对工件的尺寸稳定性强、经济实用、投资少、节能显著等特点,逐渐取代传统的自然时效和热时效,越来越广泛的应用于实践中。
控制器技能参数: 1大显液晶多功能振动时效仪的特点是谐振峰三维跟踪,一键启动,自动检测
**佳谐振峰频率,全自动完成振动时效工艺过程,具有手动扫频、手动时效、全自动扫频、
全自动时效、可编程局部扫频并时效处理等多种工作模式,并具有常见故障自动诊断打印提 示的功能。
3真彩液晶显示终端,工艺参数、特性曲线动态跟踪,可同时观察曲线的变化情况。
多功能程序设计;可以全自动对工件进行振动处理,自动寻找工作频率、进行自动判定,整
个振动处理过程一次性全自动完成并绘制振动过程曲线。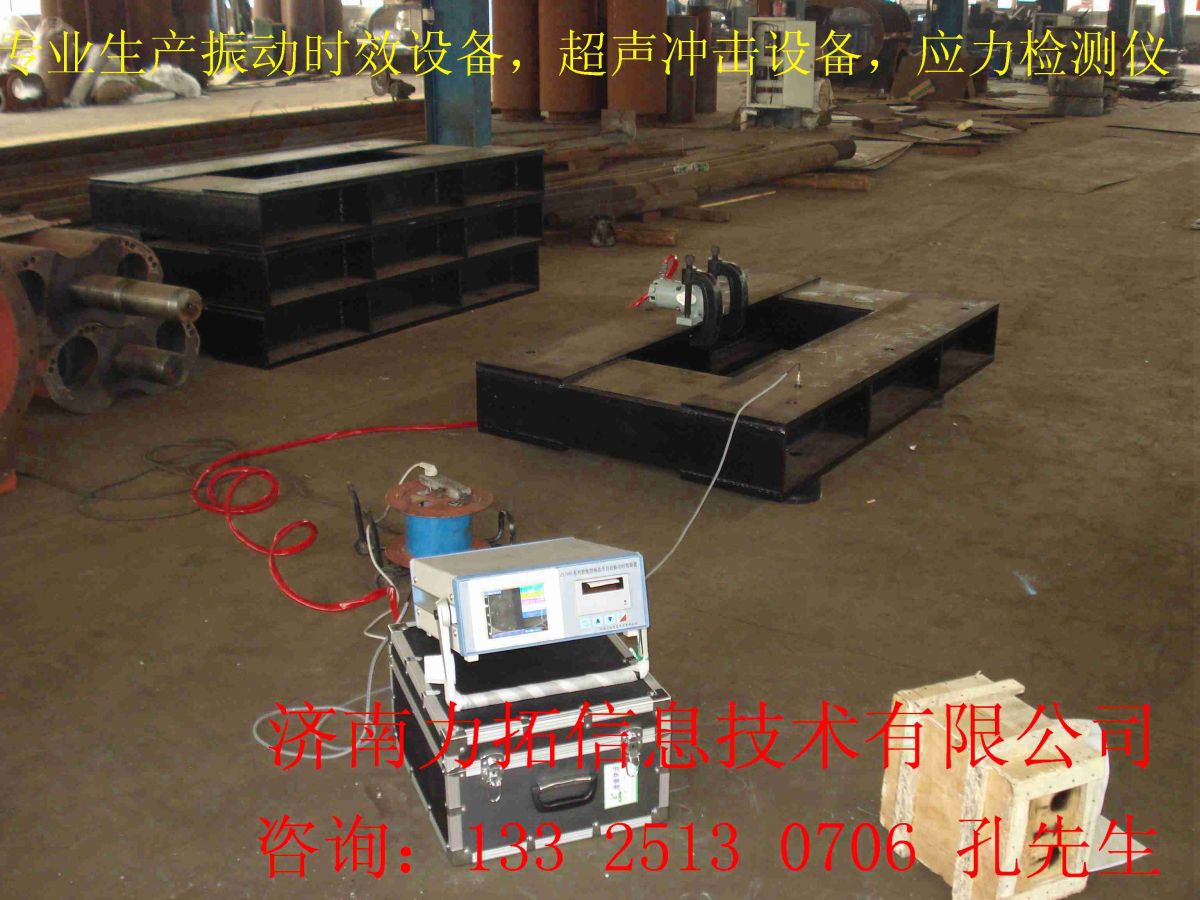
Tel:
¥600000.00元
¥面议
¥490000.00元
Tel:
¥26.00元
¥26.00元
¥26.00元
Tel:
¥850.00元
¥850.00元
¥85.00元
Tel:
¥面议
¥面议
¥面议


