
| 树种 | 椴木 枫木 桦木 榉木 杉木 水曲柳木 松木 杨木 柚木 竹木 进口洋杂木 其他 | 规格 | 300*400 mm |
|---|---|---|---|
| 等级 | ⅠⅡⅢ其他 | 含水率 | 15 % |
| 表观密度 | 0.66 g/m3 | 抗弯强度 | 3 MPa |
| 导热系数 | 0.21 | 使用范围 | 木屋木结构建筑 |
| 用途 | 胶合木木结构用途 |
有自产和进口云杉胶合木,欢迎来电深度交流,谢谢。
胶合木生产基本工序如下:
**:选材。选用2-5公分厚的优质北美花旗松或樟子松,要求品相好,纹路清晰。宽度在10-35公分,根据客户的定制要求,计算出所需木材的数量,从我们的原料库中挑选准备好待加工的木料。
第二:开齿。把材料在铣齿机上开齿,将同等宽度的花旗松木板依次排好,用机器固定好,启动开齿程序,开齿机将整齐划一的把木板一头开出锯齿状的形状。这个程序的操作必须横平竖直的按要求操作,紧固好,且做到开出的齿干干净净,有利于下一步操作。同样需要开另一端也是这样操作。
第三:上胶。把开好齿的木板在自动涂胶机上一个一个的上胶。上胶的部位和上胶的力度也要严格按照操作要求操作。此步骤要求把胶涂匀。
第四:指接。涂好胶的木板以在自动指接机上等待枝接,工人将木板调整好,送到指接机上,机器会按照设定好的参数完成相应的枝接程序。到设定好的长度后,机器自动裁剪。剪断后推送到流转平台。
第五:刨光。指接好的定长木板,经过刨光机将下一步需要涂胶的两个面刨光好,平整如镜。进入到第二次自动滚动涂胶阶段。控制好涂胶速度和施胶量。
第六:成型。将刨光后再次涂胶的木板,在压机上排好,所有材料到位后,开始压制成我们要求尺寸的胶合木。到技术要求的压力和时间后。我们的胶合木就算加工成型了。
第七:开榫,打眼。按技术要求设定好,机器自动化操作。完成端面处理等工作。
第八:检验、包装,出厂。


近年来,由于科技的不断进步和人们生活质量的不断提高,人们更加注重居住环境的舒适性和建筑功能的齐全性,现代木结构建筑凭借其优越的性能受到人们越来越多的关注,木结构建筑的需求量也逐年增加,胶合木作为木结构建筑中的梁柱及承重墙体,主要承受木结构建筑自身质量及外加载荷,所以对胶合木的质量要求是重中之重。
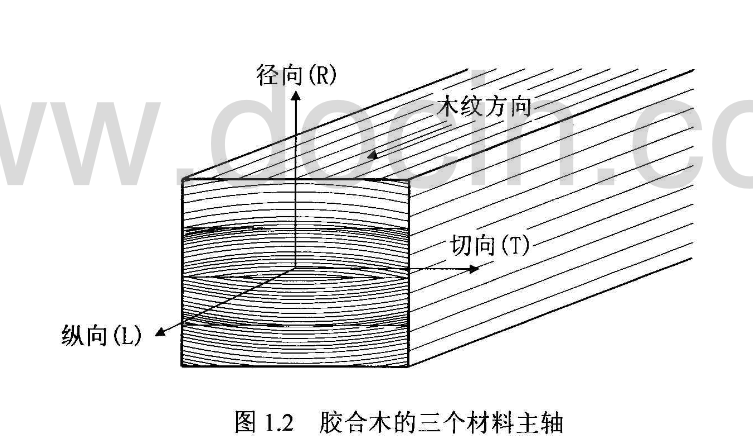
胶合木也称为集成材,是将较小规格的实木锯材层叠组合,利用固化胶粘剂,按照一定的方向胶合而成的一种工程木产品。
胶合木的生产工艺:国内企业多采用完成了选料、分切、优选横截、和干燥好的进口规格材为原料,按一下工艺流程生产:分等 梳齿 指接 养护
刨双面 涂胶 拼接 刨四面 砂光 后加工 检验 包装
出厂。其中指接系统主要是指榫加工、涂胶、加压胶合和定长截断。在拼板或拼方阶段,有液压拼压机完成胶合拼接。砂光后转到端面加工阶段,主要完成开榫、铣槽、打孔等工序。
193575597470631985
Tel:
¥2000.00元
¥2000.00元
¥2000.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议

