利用电厂低压蒸汽作为热源;采用烘干、煅烧两步法工艺。
2.1工艺流程图:
2.2工艺顺序介绍:上料铲车将原料送入进料斗,进料斗配备振打电机和皮带称,2号皮带称会根据预先输入设计好的参数进行送料,误差不超过0.5吨/小时。
脱硫石膏原料通过皮带输送机进入桨叶干燥机,桨叶干燥机适用于利用蒸汽进行烘干,另外此环节需从煅烧炉补充热量,辅助烘干。
经过烘干后的原料通过提升机进入脱硫石膏煅烧炉内煅烧,该煅烧炉采用流态化煅烧,保证了煅烧的均匀性。
煅烧后的半成品进入针磨机改性粉磨,再通过提升机或气流输送进入成品仓。在成品仓陈化3天后,自动包装机完成包装。
生产过程中产生的粉尘由脉冲布袋除尘器进行处理,确保无粉尘排放。除尘器回收的粉尘再使用刮板输送机和提升机,返回到煅烧炉。
煅烧所使用的蒸汽**接入蒸汽灌,从蒸汽罐再分流道烘干和煅烧设备内。
2.3组成部分
该设备由原料系统、预干燥系统、煅烧系统、供热系统、控制系统、除尘系统、成品储存系统、包装系统组成,各工段以提升输送、管道等相连接,终将二水脱硫石膏煅烧为合格的半水石膏。
2.3.1原料系统:
原料系统是供给设备二水脱硫石膏原料的,主要有上料斗、辅助振动器、计量皮带、原料输送带、除铁器、湿料喂料器及电控部分等组成。它的作用是按设备的煅烧要求,根据原料湿度和流量,输送给设备相应的二水石膏原料。
2.3.2预干燥系统:
在热源使用过热蒸汽的前提下,预系统采用桨叶烘干机进行原料干燥。该机主要由W形壳体和两根空心桨叶轴及传动装置组成,中空轴上排列有中空叶片,机体内壁、叶片及空心轴采用16锰钢或304不锈钢材质,保证耐热、耐腐、不开裂。
其烘干流程如下:原料从计量皮带送入桨叶干燥机后,过热蒸汽通过桨叶干燥机的内壁及桨叶表面,将热量传到给原料,同时持续缓慢的旋转搅拌,使原料受热更加均匀;原料随着桨叶旋转,不断地蒸发水分,同时向出料口推进;原料预干燥完成后,通过提升机进入下一环节--煅烧。蒸发出来的水份通过排湿风机排出,但是在排湿过程中,会有小部分粉尘随着负压空气出来,所以需要引入旋风分离器及脉冲布袋除尘器,做到粉尘无排放的目的;,旋风分离器和布袋除尘器过滤出来的粉体,通过输送设备再次进入桨叶干燥机再次利用。
2.3.3煅烧系统:
经过长期实践,并结合国内外先进工艺进行了优化改造,该改造工艺对主煅烧流程采用典型的分室石膏煅烧工艺,用分室石膏煅烧炉替代回转窑,在节约占地面积的同时,也降低了能耗。
概述如:
分室石膏煅烧炉是一种应用流态化技术煅烧高含水率化学石膏的高效节能设备。FD—分室石膏煅烧炉以过热蒸汽作热源进入煅烧炉后,通过热交换器,把热量传递给石膏,使二水石膏脱去部分结晶水变成半水石膏。
分室石膏煅烧炉为分室石膏煅烧装置,底部有活化风换热器和多孔板,在床层内装有大量加热管,管内加热介质为过热蒸汽,热量通过管壁传递给管外处于流态化的石膏粉,使石膏粉脱水分解。在煅烧器上部,装有内置式高效旋风子,汽体离开流化床时夹带的粉尘大部分被这些装置捕收并重新返回至炉内,热湿气体则通过管道与预干燥工段的旋风分离器湿气汇合进入二次布袋收尘器。

2.3.4供热系统:
项目所需热源全部为电厂过热蒸汽,温度260℃左右,蒸汽压力1.5Mpa。由于项目靠近电厂,蒸汽利用较为方便,而且在使用蒸汽的过程中,无再次污染排放。在使用安全性方面,蒸汽管道配备了蒸汽压力表、多重手动蒸汽阀门和自动快速截止阀门,使用蒸汽的相关设备也经过试压,所用蒸汽压力均在设备耐压的安全范围内,蒸汽管道外层及设备外层采用硅酸铝和岩棉保温材料,保证了工作人员的人身安全。
2.3.5除尘系统:
该生产线属于全封闭式运行模式,采用先进脉冲布袋除尘器处理含尘气体。
除尘器本体由钢结构框架、箱体、灰斗、滤袋和袋笼等组成。除尘效率可达99.99%。
其工作原理是含尘烟气由除尘器的进风均流装置进入上箱体,当滤袋上的粉尘越积越多,设备阻力达到限定的阻力值时,由清灰控制装置按清灰时间设定值自动关闭一室离线阀后,按设定时间程序打开电控脉冲阀,进行停风喷吹,利用气体瞬间喷吹使滤袋内压力剧增,将滤袋上的粉尘抖落在灰斗中,灰斗中的粉尘再由卸料器排出。排出后的高温粉尘通过传输设备再次进入预干燥系统。
综上所述,本项目在生产过程中热源使用电厂过热蒸汽,不会产生硫化物等有害气体。
生产中产生的烟尘气体,由旋风分离器和脉冲布袋除尘器共同处理,除尘效率高达99.99%,出口含尘量低于20mg/m?,低于国家大气排放标准。
微信图片_202005031009013
微信图片_202005031009013
桨叶干燥机 (2)
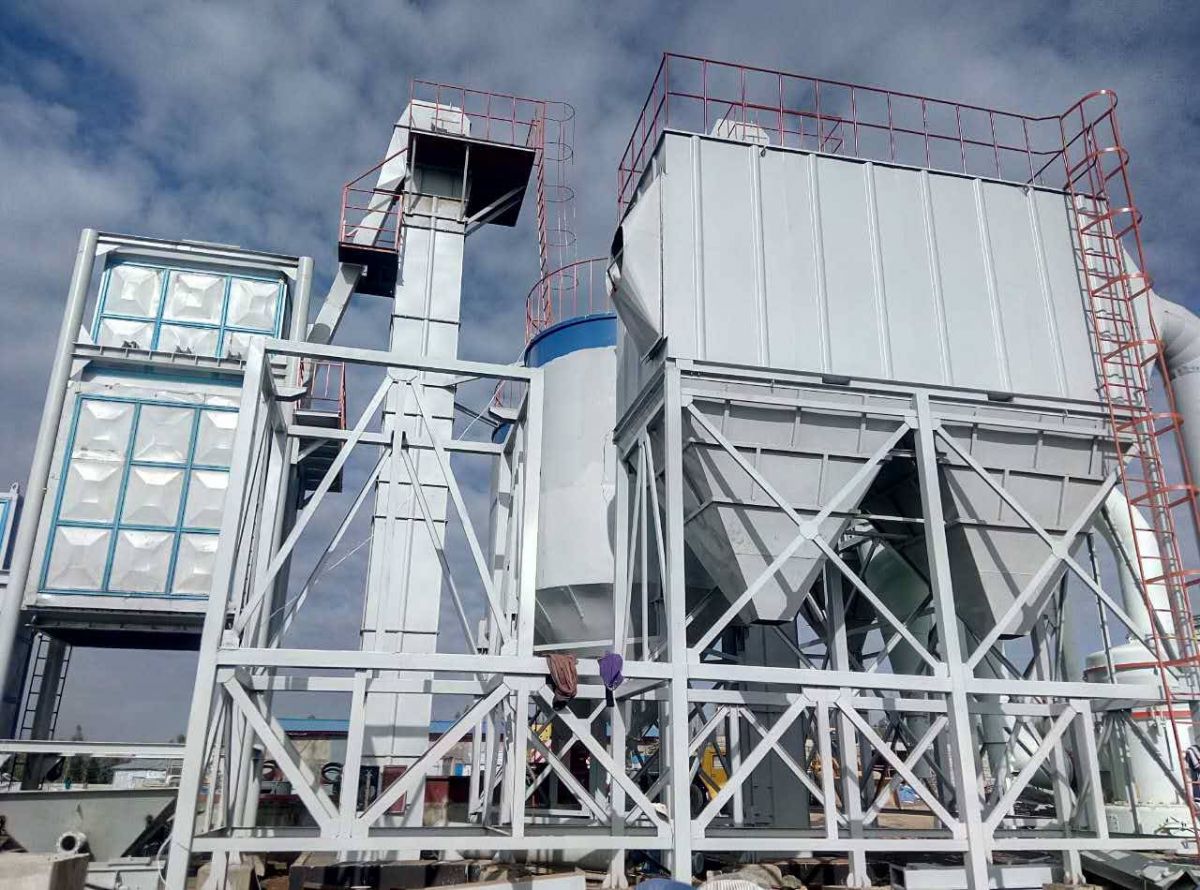
脱硫石膏生产线001
脱硫石膏生产线002
脱硫石膏粉生产线
微信图片_202005031009012
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥10000.00元
¥10000.00元
¥10000.00元