| 保质期 | 20个月 | 单件净重 | 30 |
|---|---|---|---|
| 颜色 | 无 | 含量≥: | 31 % |
| 牌号 | TP | 粘度 | 3 |
涂层厚度与涂装道数防腐蚀涂J丢的焊度与防腐蚀效果有育接的关系,儿以在严酷腐蚀环境下的重防蚀涂料,必须达一定的十膜厚度。为此汁往将要有多道的涂层,其主要原因足通常取道涂层不能太厚。若涂料是氯化十燥型(醇随、酚醛桐油等),太厚则太层吸贸皱皮而内层不干;若涂料台溶剂,太厚会位溶剂不能充分挥发,少量溶胶残留在涂层巾而降低耐蚀性。多道徐层系统小,共总厚度为每次涂居厚度的总和,追数愈多,整个涂层系统愈厚化聚乙烯涂料等,因共同体含量低、都必须多道除布才能达到规定购厚度,以确保防蚀功效:即使是用无溶剂(或高闹体)涂料勉强一次达到规定的漆膜厚度,们大法获得完伞完转九缺的漆膜,在缺损薄弱部位**会发生腐蚀。多道徐层的优点是各层之间互相覆盖缺损部位。因为各道涂层都在同一具体部伙发生缺损的概率是极低的,多道涂层保证了整个涂料体系的防蚀功效。目前在防腐蚀工积J:采用的涂层,不论厚薄,极少是单居漆膜的。一般认为,同一厚度的涂层,多道数涂装的但涂层过厚“般会带来较大的内质力,致使徐层行使用过程中.外力或温度的变化极易发生开裂。树脂内聚力大。或具有一定的弹性都利于增厚。元机填料、玻璃鳞片的添加起到增强作用,均有利厂增加涂鹏的内聚力,因此,也有利于增厚。表2—8不同用途涂层所应控制的漆膜厚度比较合理的涂装方案是底漆和面漆采用多道薄涂,中尼漆使用厚涂层。涂膜层间的结合与配套性多道涂层体系中.各迈涂料共组成往往不同,即使组成相问,在一层之内团与内里往往并不完全相同,此诲层之间必须充分附着,形成密合的整体。由多道漆膜组成的徐层,漆膜间的层问附着力是重要的。如果殷间附着力不好,在使用过程小,会发生逐层剥落,涂层总厚度减少,耐腐蚀性降低。层间附着力可以是机械嵌合、漆膜N静电引力、成膜物质分子纯沟卜的极性基团以及彼此间形成程度上进决定尸两层漆膜的成膜物高分子或链资的接触和互相渗透,分子之间的缠结,即历消的膜与膜的胶潞作用c如图2—16为高分子物质白动胶合时的聚结作用,膜问巴无界而,不存在法间阴着力的问题。溶剂地涂料,层间附着力的形成主要有以几种情况;(1)溶化型:涂料的基料是热塑性(非转化型)树脂,例如氯化橡胶。一道涂料所含的溶剂会将前一道漆膜的表层溶解,使二层融合,待溶剂挥发后二层联成一体。
液压件钻具耐磨纯锰系磷化液
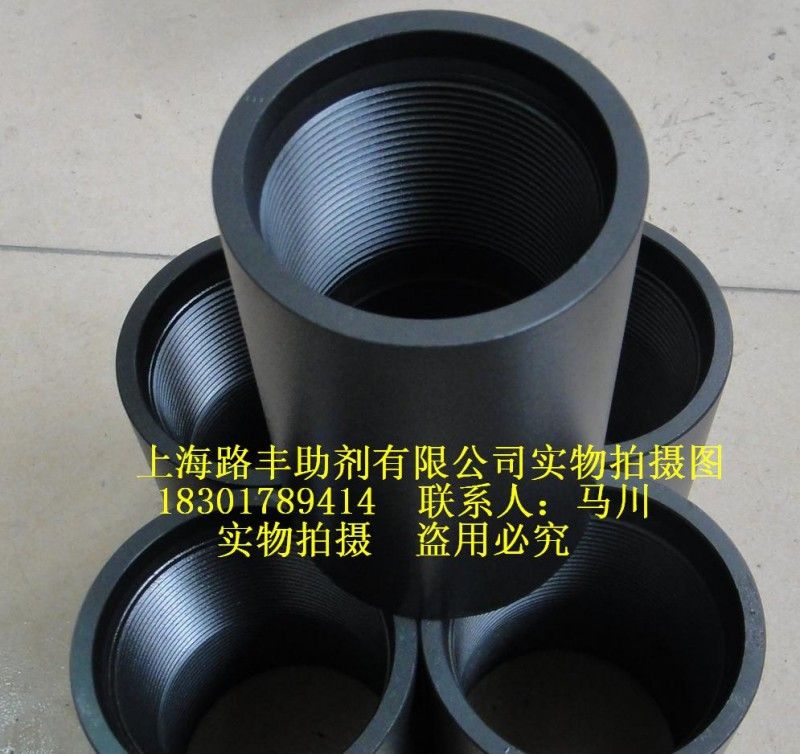
1,本产品用于轴承,齿轮,传动轴,液压件,接头,套筒,油缸,缸套,联轴器等部件
▉磷化所配表调为高品质表调,磷化膜层细腻,可反复使用,不老化不变质不需隔段时间重新配槽,使用越久效果越稳定越好!!!
2,本高温纯锰系磷化液为我司重点强势产品,大规模用于汽车行业,在华东地区占有重要市场份额,并是国内极少数通过汽车部件认证的▉TS16949、SGS▉的优势产品。
3,本磷化液的膜层厚度为3-12微米,▉耐盐雾为▉72-96小时▉以上,磷化后实物图颜色为▉灰黑或纯黑色▉,对于紧固件,齿轮,轴承,链轮均能达到颜色质量要求.
4,同时我们具备同类磷化产品不备有的精细磷化加工经验,可以为您制定包括磷化配槽、磷化线设计在内的整套磷化工艺设计方案,相当确保您在磷化工艺质量的稳定和质量!
5,本磷化液能让碳钢工件具有▉耐磨、▉防锈、▉ 美观、▉自润滑的优势特点
6,本品为纯锰系磷化液,配槽**佳温度为95-98度,**低不能低于90度,与水稀释,比例为1:10,时间控制在10-15分钟
纯锰系磷化图
纯锰系磷化图
Tel:15133609119
¥面议
¥面议
¥面议
Tel:028-83610336 028-83611998
¥面议
¥面议
¥面议
Tel:18520130099
¥200.00元
¥220.00元
¥210.00元
Tel:13689081113
¥面议
¥面议
¥面议