
目 录
1 概述…………………………………………………1
2 技术说明……………………………………………1
3 结构特征……………………………………………2
4 安装及调试…………………………………………3
5 螺旋输送机的使用与维护…………………………5
一.概述
螺旋输送机是一种不带扰性牵引构件的连续输送设备,它利用旋转的螺旋将被输送的物料沿固定的机壳为表面推移而进行输送工作,其情况好象是被持住不能旋转的螺母沿丝杆作平移运动一样,使物料不与螺旋一起旋转的力量是物料的重力和机壳对于物料的摩擦阻力。
LS型螺旋输送机(以下简称螺旋机)等效采用ISO1050-75标准,设计制造符合ZBJ81005.1~2-88《LS型螺旋输送机》专业标准,与GX螺旋机相比结构新颖,技术指标先进,采用头、尾部轴承移至壳体外,中间吊轴承采用滚动,滑动可以互换的两种结构,均设防尘密封装置,密封件用尼龙及塑料王,阻力小,密封性强,耐磨性好,滑动瓦有需加润滑剂的铸铜瓦,合金耐磨铸铁瓦和铜基石墨少油润滑瓦,出料端设有清扫装置,整机适应性强,噪声低,操作维修简单,进出料口位置布置灵活,根据用户需要,可另配断轴报警装置。
螺旋机已被广泛地使用于各种工业部门,如建材、电力、化工、冶金、煤炭、铝镁、机械、轻工、粮食及食品行业,适用与水平或小于20°倾角,输送粉状,粒状和小块状物料,如水泥,煤粉,粮食,化肥,灰渣,沙子等,物料温度一般在200℃以下。
螺旋机不宜输送易变质的,粘性大的,易结块的物料,因为这些物料在输送时会粘结在螺旋上,并随之旋转而不向前移动或者在吊轴承处形成物料的积塞,而使螺旋机不能正常工作,螺旋机多用在较底或中等输送量及输送长度不大的情况下。
二.技术说明
1. 型号说明
L S XXX A(或B) A U型
螺旋机型式 B O型
螺旋直径(400以下为三位,400以上
为螺旋直径的1/10)
水平型
螺旋
2. 各台螺旋机技术参数见下表
|
规格型号 |
LS200 |
LS250 |
LS315 |
LS40 |
LS50 |
|
螺旋直径 |
200 |
250 |
315 |
400 |
500 |
|
螺距 |
200 |
250 |
315 |
355 |
400 |
|
n |
|
|
|
|
|
|
Q |
|
|
|
|
|
注: n-转速 rpm Q-输送量 t/h
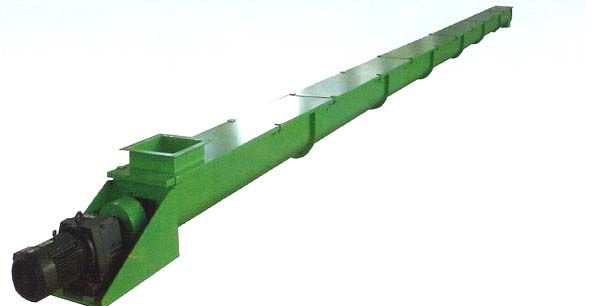
三.结构特征
图1所示为水平装置的螺旋机的普通方式,它由驱动装置、电气设备、螺旋机本体、进料装置、出料装置等几部分组成。
四.安装及调试
1. 螺旋机的安装
机器安装的正确性,是以后使用情况良好的先决条件,螺旋机在使用地点的安装必须妥善的进行,并满足本技术条件的要求
(1) 螺旋机安装基础,至少应在螺旋正式安装以前20天浇灌完成,该基础应能可靠地支承输送机并保证不因地基过小而发生螺旋机的下沉和额外的变化,保证螺旋机在运转时具有足够的稳定性。
(2) 螺旋机在安装以前必须将那些在运输途中或卸箱时粘上的尘垢的机件加以清洗。
(3) 相邻机壳法兰面应接连平整,密合,机壳内表面接头处错位偏差不超过2毫米。
(4) 机壳法兰间允许垫石棉带调整机壳和螺旋机长度的积累误差。
(5) 螺旋体外径与机壳间的间隙应符合表11规定,**小间隙不得少于名义间隙的50%如需更大间隙,按用户要求制作。
|
螺旋公称直径D(mm) |
100 |
160/250/315 |
400/500 |
630/800 |
1000/1250 |
|
名义间隙(mm) |
7.5 |
10 |
12.5 |
15 |
20 |
2. 螺旋机的调整
(1) 螺旋输送机各悬挂轴承应可靠地支承连接轴,不得使螺旋卡注或压弯。安装时须调整悬挂轴承剖分面间不形成缝隙,而轴承和连接轴之间要保持适应的径向间隙,以保证螺旋转动灵活。
(2) 悬挂轴承应安装在联接轴的中点,其端面距两螺旋管轴端面的间隙应分别大于10毫米(当螺旋直径D=150~400毫米时)和20毫米(当螺旋直径D=500~600毫米时)。
(3) 为了调整机壳和螺旋之间长度的累积误差,安装时允许在各机壳的凸缘间加垫编织的石棉带。机壳与机盖之间可视密封要求决定是否加垫防水粗帆布。
(4) 驱动装置减速器低速轴的中心高与螺旋输送机的中心高相差过大时,可借垫片来调整驱动装置的高度。
(5) 空载试车时,如发现轴承有漏油现象,应拆下轴承,调整密封圈内弹簧的松紧,直到不漏油为止。
(6) 空载试车时各轴承的温升不应超过20℃,如温升过高,则表明悬挂轴承的位置安装不当,产生了联接轴的卡碰现象,应旋松紧固螺栓,调整悬挂轴承的位置,负荷试车时,各轴承温升不应超过30℃。
五 .螺旋输送机的使用与维护
螺旋输送机是用来输送粉状、粒状、小块状物料的一般用途的输送设备,各种轴承均处于灰尘中工作,因此在这样工况条件下的螺旋机的合理操作与保养就具有更大的意义,螺旋机的操作和保养主要要求如下:
1. 螺旋机应无负荷起动,即在机壳内没有物料时起动,起动后始向螺旋机给料。
2. 螺旋机出始 给料时,应逐步增加给料速度直至达到额定输送能力,给料应均匀,否则容易造成输送物料的积塞,驱动装置的过载,使整台机器早日损坏。
3. 为了保证螺旋机无负荷起动的要求,输送机在停车前应停止加料,等机壳内物料完全输尽后方得停止运转。
4. 被输送物料内不得混入坚硬的大块物料避免螺旋卡死而堵成螺旋机的损坏。
5. 在使用中经常检视螺旋机各部件的工作状态,注意各紧固件是否松动,如果发现机件松动,则应立即拎紧螺钉,使之重新紧固。
6. 应当特别注意螺旋管联接轴间的螺钉是否松动,掉下或者剪断,如发现此类现象,应当立即停车,并矫正之。
7. 螺旋机的机盖在机器运转时不应取下,以免发生事故。
8. 螺旋机运转中发生不正常现象均应加以检查,并消除之,不得强行运转。
9. 螺旋机各运动机件应经常加润滑油。
(1) 驱动装置的减速器内应用汽油机润滑油HQ-10(GB485-81)每隔3~6个月换油一次。
(2) 螺旋机两端轴承箱内用锂基润滑脂,每半月注一次,5克。
(3) 螺旋机吊轴承,选用M1类别,其中80000型轴承装配时已浸润了润滑油,平时可少加油,每隔3~5个月,将吊轴承体连同吊轴拆下,取下密封圈,将吊轴承及80000型轴承浸在熔化了的滑脂中,与润滑油一道冷却,重新装好使用,如尼龙密封圈损坏应及时更换,使用一年,用以上方法再保养一次,可获良好效果。
(4) 螺旋机吊轴承,选用M2类别,每班注润滑脂,每个吊轴瓦注脂5克,高温物料应使用ZN2钠基润滑脂(GB492-77),采用自润滑轴瓦,也应加入少量润滑脂。
六.各台螺旋机配套轴承一览表
|
部件 |
标准号 |
数量 |
LS250A |
LS356B LS40B |
LS40A |
LS50 |
|
端部轴承 |
GB297-84 |
2 |
73142 |
7318 |
7318 |
7520E |
|
尾部轴承 |
GB281-89 |
1 |
1212 |
|
1212 |
1514 |
|
端部支承轴承 |
GB286-64 |
1 |
|
3516 |
|
1518 |
|
中间轴承 |
滑动轴承 |
|
|
|
|
|
电话:18795459806



2011813155531503
LS5
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元

