
| 颜色 | 调色定制油漆颜色 | 单件净重 | 4公斤 20公斤 |
|---|---|---|---|
| 保质期 | 12月 | 金属涂料分类 | 聚氨酯涂料 |
| 干燥时间 | 自干快干速干 h | 耐水性 | 耐变色 不掉漆 |
云浮丙烯酸聚氨酯锤纹漆的配方设计和施工工艺探讨
1 概 况
锤纹漆至今已有60多年的历史,它对缺陷底材具有良好的遮盖装饰作用。其类型由烘烤型发展到自干型;种类由氨基锤纹漆发展到现在的丙烯酸、聚氨酯、环氧,甚至是水性锤纹漆等;而其应用领域从主要用于仪器、仪表表面装饰,扩展到机械、机床、金属等各种底材的装饰与美化。施工方法[1]由**初的“溅漆法”、“溅溶剂法”以及“洒硅法”等两步或多步法,发展到现在的“一涂法”;锤纹形态的控制由**初的仅仅依靠非浮型铝粉和使用具有较快挥发速率的混合溶剂来调节,发展到依靠助剂来帮助调节,从而大大地简化了施工工艺和操作难度,使形成的锤纹更具有立体的美感。

2 锤纹漆的形成机理
马兰格尼(Marangoni)效应、贝纳尔德(Benard)窝的形成和表面张力作用是促使锤纹漆形成的三大主要原因。其中,贝纳尔德窝的形成是目前公认的促成锤纹漆形成的**主要原因。马兰格尼效应是由于混合溶剂中各组分的挥发速率不同,挥发速率快的组分**逸出,导致各层浓度分布不一;
同时溶剂的挥发使表层的温度降低,造成底层和表层间的温度差,二者共同作用形成的表面张力梯度使得表层中的溶剂流向下层,下层溶剂流向上层,反复循环而成环流。贝纳尔德窝的形成主要是由于漆膜表面溶剂挥发的不平衡,使漆膜产生固体含量和温度的不均一分布,因而引起表面张力差和密度差驱动的流动,使漆膜表面形成许多小的旋涡,并逐渐扩展,边界相遇形成相互连接的六角形,很像蜂窝组织,随着溶剂的蒸发,进一步转变成许多中间低、周围高的小圆。
马兰格尼效应是贝纳尔德窝形成的一个很重要的原因,并且二者密不可分。此外,表面张力作用在锤纹漆形成的整个过程中一直扮演着相当重要的角色,一方面,它是马兰格尼效应产生和贝纳尔德窝形成的主要原因;

另一方面,加入锤纹漆助剂以促进锤纹漆的形成,也是利用了表面张力效应。由于锤纹漆助剂的表面张力极低,在漆膜铺展过程中锤纹漆助剂转移至涂层表面,凹陷处表面张力更低,凸起处表面张力更高,漆液从凹陷处被拉至隆起处,因而凹凸更加明显,立体感更强。随着时间延长,溶剂含量下降,粘滞阻力增大,同时漆膜干燥收缩产生内应力,当粘滞阻力、内应力与表面张力平衡时,漆膜被“冻结”形成锤纹漆。以上三者共同作用构成一个密不可分的整体,使锤纹漆在喷涂之后,呈现出美丽的立体锤纹漆效果。
3 聚氨酯锤纹漆的配方设计
在众多锤纹漆类型中,以丙烯酸聚氨酯锤纹漆的综合性能**佳。下面结合笔者成功设计的一种聚氨酯锤纹漆来阐述一下聚氨酯锤纹漆的配方设计思路。从前面的锤纹漆形成机理讨论中可以看出,为了使聚氨酯锤纹漆的设计更加合理,可以从以下几方面进行考虑。
3.1锤纹漆成膜物
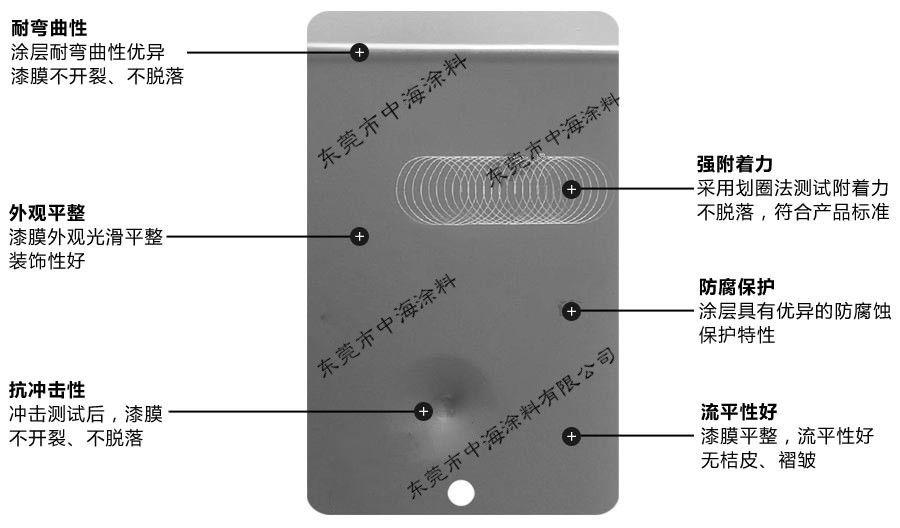
考虑到所研制的锤纹漆用于石油设备的表面,设备在搬运和使用过程中,一定程度的碰撞和撞击是不可避免的,漆膜需具有一定的抗冲击性能,不能太脆;其所接触到的介质多以油和水为主,耐油、耐水性是需要考虑的一个因素;此外,仪器所处的环境可能是室内,也可能是室外,一定的耐候性也是需要考虑的。综合以上几点,通过大量的选择实验,**后主剂树脂选用台湾长兴公司的羟基丙烯酸树脂7331-1-XS-70,其羟值较高,反应后交联密度大,耐油、耐水性能好,其用量约为60%左右;固化剂选用拜耳公司的HDI
缩二脲N75BA,使用该固化剂形成的涂膜韧性和耐候性均较好;大量的性能对比实验证实,当NCO/OH值略低于1.0
时,涂膜综合性能**佳。
3.2 锤纹漆颜料
锤纹漆中颜料的选择与搭配是决定**终能否形成美丽锤纹的**主要因素。锤纹漆中必不可少的颜料是非浮型铝粉,其比重较大,为银灰色,显微镜下呈鳞片状。着色颜料一般选用轻质的有机颜料。这样搭配的原因在于,当锤纹漆喷涂之后,随着溶剂的挥发,非浮型铝粉由于漂浮能力差而下沉,而比重较轻的有机颜料粒子则相对上浮,从而促进了贝纳尔德涡流的形成,此时悬浮的有机颜料粒子在表面张力的作用下随着基料树脂一起被输送到贝纳尔德窝的边缘,呈现出颜料特有的鲜艳色彩,而难于输送的非浮型铝粉则相对较均匀地分布在漆膜的底部,从而形成立体美感的锤纹。
本实验中所用的着色颜料为酞菁蓝和酞菁红,为了方便对颜色的控制,使用本公司现有的聚氨酯蓝浆和聚氨酯红浆作为调色色浆。实验中选用济南美晖公司的110F非浮型铝粉浆,并研究了其不同的填加量对涂膜外观的影响,实验结果如表1所示。从表1
可以看出,当非浮型铝粉浆的填加量为3.0% 左右时,其板面效果**好。
3.3 锤纹漆溶剂
由于马兰格尼效应是促成锤纹漆形成的一个很重要的原因。因此,在对聚氨酯锤纹漆的溶剂设计时,除了考虑溶剂要具有良好的溶解能力和中到较高的挥发速率外,更重要的是要形成挥发梯度。表2为所设计的聚氨酯锤纹漆所用溶剂的用量配比和一些物理参数。从表2可以看出,该溶剂体系具有较快的挥发速率和较强的溶解能力。挥发速率快,能够迅速“冻结”锤纹,减少了因过度流平而形成的无立体感和流挂等弊端。另外,保持了一定的挥发梯度,利于马兰格尼效应的产生。

3.4 锤纹漆助剂
锤纹漆助剂是一种高分子量的硅酮树脂溶液,具有很低的表面张力。表3是锤纹助剂的不同添加量对涂膜外观的影响情况,从中可以看出,随着锤纹助剂用量的增加,花纹由大到小,锤纹由不明显到明显又到不明显。这主要是因为当锤纹助剂用量太少时,单位面积内助剂点极少,不能互相有效牵制,极低表面张力助剂易造成漆膜缩孔并出现露底现象;
随着锤纹漆助剂用量的增加,锤纹漆助剂分布趋于连续,因而立体感变好,花纹逐渐清晰;而当用量继续增加后,由于单位面积内助剂点的分布过于密集,因此锤纹漆变得小而不清晰。从表3可以看出,当锤纹漆助剂用量为0.3%时,整体效果较好。此外,锤纹漆助剂由于批与批之间会有差异,因此,加入之前要试喷,并根据实际情况调整其加量。另外,为使涂膜呈现更好的表面状态,可考虑加入适量的消泡剂和其它的相关助剂。
3.5 锤纹漆产品性能
**终制得的丙烯酸聚氨酯锤纹漆的性能数据见表4。表4
显示,该漆除了具有立体美感的锤纹外观外,其干燥性能和物理性能均较好。漆膜外观照片如图1所示。
4、锤纹漆施工工艺探讨
锤纹漆在喷涂施工之后能否在底材上呈现出美丽的锤纹图案,一方面与该锤纹漆本身的设计有关,另一方面与相应的施工工艺参数的控制[3]也紧密相关。为了简化施工工艺,降低操作难度,实验中采用常用的有空气喷涂设备,着重对两项工艺参数进行重点控制,即施工粘度和施工压力,而不对喷枪口径进行讨论。

4.1锤纹漆施工粘度
施工粘度对锤纹形成的影响**为关键。一般来说,漆的粘度高时,锤纹大;漆的粘度低时,锤纹小。这主要是因为粘度高时,漆液流动粘滞阻力大,因而能够较早地“冻结”锤纹,立体感也明显;粘度低时,漆的粘滞阻力小而易于流动,因此形成的锤纹小。但要避免由于粘度过大而造成的喷涂困难和漆液铺展不好、表面凹凸不平的情况和粘度过小而使形成的锤纹被破坏变形,甚至出现流挂的情况。本漆在施工时,可根据实际情况,采用本公司的2#稀释剂进行稀释,其比率为0~5%。
4.2锤纹漆施工压力
施工压力是另一个影响锤纹表面状态的重要工艺参数。简单来说,在一定的压力范围内(0.15~0.5MPa),压力越小,锤纹越大;压力越大,锤纹越小。本漆的施工压力控制在0.2MPa
左右。
4.3锤纹漆施工温度
施工温度不同,锤纹漆中溶剂的挥发速率不同,因此,锤纹的大小及状态也不同。因此,需适当调整稀释剂的加入比例或根据季节调整混合溶剂中各组分的配比,比如说在冬季可以适当增加甲苯的用量,而在夏季可以适当增加二甲苯的用量。
4.4 锤纹漆其他工艺参数
喷涂的距离要控制在(20~30)cm,走枪的速度要均匀,以保证花纹大小一致。喷枪的雾化情况和环境的湿度也会影响该漆的表面状态。
4.5锤纹漆施工注意事项
锤纹漆中,非浮型铝粉在贮存及运输的过程中极易沉淀,因此,在锤纹漆施工之前要充分搅拌均匀。喷涂时,采取“先高后低,先次后主”的原则,尽量不要补喷。
5 结 语
对于丙烯酸聚氨酯锤纹漆的配方设计,虽然说有理论上的指导,但更多的是需要实验去验证,而其具体的施工工艺则需要反复实验去摸索规律。

锤纹漆_0
222
u=2318059477,4202572
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥680.00元
¥面议
¥面议
Tel:
¥200.00元
¥220.00元
¥210.00元



