| 公称外径 | 300-1200 mm | 壁厚 | 6-12 mm |
|---|---|---|---|
| 材质 | 钢塑复合 | 长度 | 6 m |
| 线膨胀系数 | 1 1/K |
一、内外涂塑管道产品
内外防腐地埋给水管道母材在进行做防腐处理前需要对进入进管平台的钢管检查、记录,对钢管外表面进行抛丸除锈,然后对钢管外表面的清洁度及锚纹深度检查是否符合要求,不符合要求的用手砂轮打磨修合格,在管端缠绕胶带纸,微尘处理,中频加热至要求温度,环氧粉末喷涂,胶粘剂挤出机侧缠绕,PE挤出机侧缠烧,对防腐管进行水冷却,对合格产品进行喷标识,下管平台、堆垛待发运。
二、内外涂塑管道厂家
国润新材料科技股份有限公司对每一批环氧树脂粉末,除卫生性能一项外,其余各项均应有粉末生产厂的检验报告。卫生安全性能应有国家指定检验机构按粉末牌号进行检验的报告。
三、内环氧树脂外PE涂塑钢管内外壁处理技术要求:
1.所有的钢管件及管道支架涂漆前必须进行表面除锈处理,内防腐除锈等级应不低于GB/T8923中规定的Sa2级;外防腐人工除锈时,其质量标准达到St3级,喷砂或化学除锈时其质量达到Sa2.5级。
2.池内管道内外壁及埋地管道内壁防腐:先刷新型高分子防腐涂料(IPN8710-2B)底漆两遍,再刷新型高分子厚浆型防腐涂料(IPN8710-2B)面漆两遍(涂料必须提供省部级卫生安全性检测报告和行政部门的pi文)。
3.埋地管道管道外壁防腐宜采用3PE加强级防腐,其结构为三层结构,底层为环氧粉末涂料,中间层为胶粘剂,外层为聚乙烯。防腐层的厚度应符合SY/T0413-2002的规定,防腐层机械强度应为加强级,焊缝部位防腐层的厚度不应小于规定值的70%。
4.上述要求的具体防腐施工方法应严格遵照产品技术指标、验收规范及《焊接钢管、钢制管节及钢制管件技术标准(试行)》进行操作。
5.钢管表面除锈处理后经检查合格应及时涂底漆,当发现生有新锈时,应重新进行表面处理。
6.埋地钢管的焊缝部位防腐工作应在管道试压合格后进行。
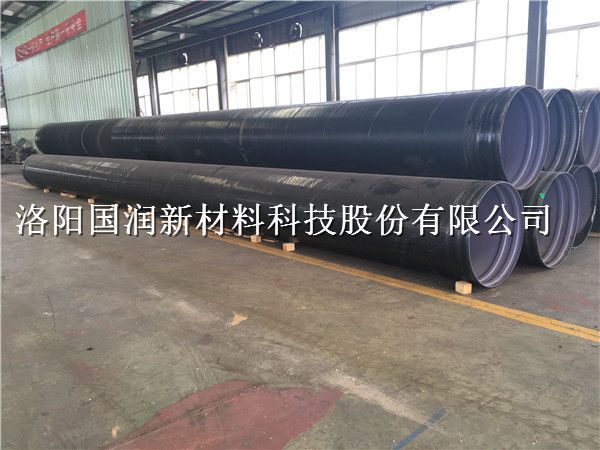
7.成品的堆放、装卸、运输、下沟、回填等应采取有效措施,以保证防腐蚀涂层不受损伤。
8.防腐作业完成后,隐蔽作业之前进行检查验收。
9.用电火花检漏仪进行检测,以不打火花为合格,检漏电压为2kv。
10.防腐层电火花检测应逐根检查。
11.在防腐层检查中发现的缺陷和核查中破坏的部位,应在回填前彻底修补好。
四、钢管内外防腐选材:
1)钢管基材:螺旋焊管,材质为Q235B;
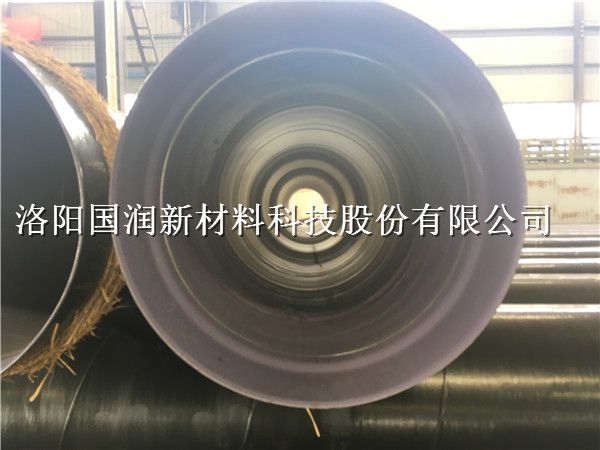
2)内防腐涂层:卫生级熔结环氧粉末涂料,重防腐熔结环氧树脂粉末。防腐层厚度为加强级,涂层厚度≧400um
3)外防腐涂层:热熔单层聚乙烯粉末涂层,涂层厚:2mm±0.2mm。
内外涂塑管道适用范围:
消防喷淋系统及生活给排水;
煤矿领域的瓦斯抽放、泥浆输送、通风系统;
3.通讯电缆的保护;
4.循环水系统以及海水处理系统
5.化工防腐管路系统,可以埋地可以输送含有酸碱等腐蚀性的介质
五、内外涂塑管道生产流程
内外防腐地埋给水管道母材在进行做防腐处理前需要对进入进管平台的钢管检查、记录,对钢管外表面进行抛丸除锈,然后对钢管外表面的清洁度及锚纹深度检查是否符合要求,不符合要求的用手砂轮打磨修合格,在管端缠绕胶带纸,微尘处理,中频加热至要求温度,环氧粉末喷涂,胶粘剂挤出机侧缠绕,PE挤出机侧缠烧,对防腐管进行水冷却,对合格产品进行喷标识,下管平台、堆垛待发运。
331633608671646662
328173712783477352
245731113957733539
Tel:
¥面议
¥面议
¥面议
Tel:
¥13.80元
¥9.98元
¥16.90元