工艺:
1、?挤出机? 开始向挤出机喂料时,螺杆旋转速度应开慢些.以免由于螺杆前端在机筒里空转而磨伤螺杆.? 挤出机温度控制,一般在70℃左右.温度应从喂料段到胶管出口递增.?挤出机的温度其一可以增加胶料塑性,二是为了给胶料预热.?挤出机温度的高低对胶管发泡有一顶影响.适当的预热可以帮助微波段更迅速的发泡.但挤出机温度过高的话将影响胶料的焦烧,反而对发泡不利.? 挤出速度一定要和**段硫化槽传送速度相匹配,?挤出速度过快胶管会向地面掉,而过慢会和硫化槽的传送形成拉扯,将胶管拉细.?
2、?前段为高温,这段较其它三段短.其作用是利用这段的高温将胶管 表皮结皮,而不过多对胶管内部产生作用。
?3、?微波段? 微波段,也有热空气,但其**主要是利用微波辐射将胶管从内到外加热.大量的微波使胶料内部迅速升温而引发发泡剂的分解将胶管发泡.由于这段加热是从内到外,所以分解发泡也由内至外.避免了因为胶管外部已经硫化而导致无法发泡。
?4、?热空气? 第三段和第四段均为热空气硫化.从第二段微波硫化槽出来的胶管已经较为充分的发泡了,但硫化深度不够,进入第三和四段进行**后的硫化.这两段主要是胶料的硫化,当然同时也伴随着一定的发泡.。
5、?冷却与剪切? 从第四段出来的胶管已经完成了所有的硫化与发泡,进入冷却槽进行水冷.冷却后再按照尺寸剪切成需要长度.成品就完成了。
橡胶EVA发泡片材:EVA发泡主要采用的发泡剂为偶氮二甲酰胺,由于该发泡剂发气量大
,发气量稳定,分解速率快,在EVA发泡行业得到了广泛的应用,随着发泡技术的发展记
忆对发泡材料性能要求的提高,对发泡剂提出了更高的要求,发泡剂逐步向精细化、功能
化方向发展。衡量一种化学发泡剂的好坏的主要技术指标有分解温度、发气量、分解速度
和分解放热等。
发泡剂AC(ADCA)偶氮二甲酰胺为淡黄色粉末、无毒、无味、不变色
、不污染,是一种稳定性较好的发泡剂。日常常用的改性AC发泡剂按分解温度为高温AC发
泡剂(分解温度200度)、中温AC发泡剂(分解温度165度)、低温AC发泡剂,分解温度,135度。

连续化,效率高,质量稳定;
应用范围广;
设备简单,投资少,见效快;
生产环境卫生,劳动强度低;
适于大批量生产。
.适用的树脂材料 绝大部分热塑性塑料及部分热固性塑料, 如橡胶塑料类别的片材:EVA,PVC、PS、ABS、PC、PE、PP、PA、丙烯 酸树脂、环氧树脂、酚醛树脂及密胺树脂等。 5.应用 塑料薄膜、网材、带包覆层的产品、截面 一定、长度连续的管材。
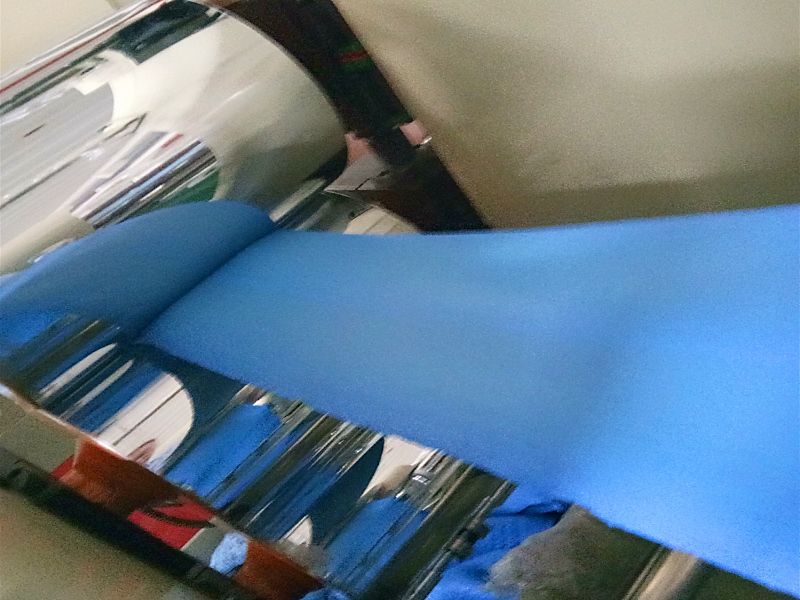
玖德隆X30发泡型橡胶片材挤出机生产线配置工艺


挤出成型工艺流程
加料——在螺杆中熔融塑化——机头口模 挤出——三辊——定型——冷却——牵引——切割。
586260821624592632_副
IMG_0864_副本_副本
157430157068661958_副
EVA发泡成品
Tel:
¥面议
¥面议
¥面议