| 保质期 | 15个月 | 单件净重 | 30KG |
|---|---|---|---|
| 颜色 | 无色 | 含量≥: | 35 % |
| 牌号 | SCP | 粘度 | 无 |
成分变为阴离子,把要涂漆的器件接在电源的正极上,漆的阴离子向正极移动,在器件上放出电子,约经2分钟,在金属器件表面就可附着一层均匀的漆层,取出器件,烘干即成。这种新工艺涂漆,得到的漆膜均匀、平整、光亮,省去了笨重的金届镕居法在容易腐蚀的金局表面,镕上一层不容易腐蚀的金属,这种方法叫金属镀层法。金属镀层是金属制品的“金盔银甲”,这种保护金属的方法,在我国古代就得到应用。把一种金属镀在另一种金属的发面上,通常采用热镀和电镀两种方法。热镀法是把要保护的金属制品或半成品(例如铁板、铁丝等),浸入盛有熔融的镀层金属的措中“洗一个热水澡”,熔融的金属就粘附在制品表面上,爬出“水向”,制品表面就附着一层薄蒲的金属镀层。常用的镀锡铁和镀锌铁(俗称白铁1就是用这种方法制成的。镀锡铁和镀锌铁的“衣服”如果遭到破坏,就会加剧活泼金属的腐蚀。根据电极电位可知,锌较铁活泼,铁铰锡活泼,那么,当镀锡铁的保护膜破坏后,将加剧铁的腐蚀,而镀锌铁的保护膜破坏后,将加剧锌的腐蚀。为了保护铁不受破坏,看来镀锌铁较好。但由于锡的表面容易形成稳定的氧化膜,而且经济,所以镀锡铁也被广泛应用。电镀法是借助电流给金属穿上“贴身衣服”,在金属表面镀上一种不易腐蚀的金属层。电镀时,把要保护的金属作阴极.不易腐蚀的金属作阳极,在含有阳极金届离子的溶液巾进行。通电以后,阳极不断溶解,在作阴极的要保护金属的表面上,逐渐形成一层阳极金属的保护层(电镀的原理在游电解时已作了介绍)。电镀法较热镀法有很多优点,如容易控制镀层的厚度,可以得到院落又均匀的镀层,不需在高温下进行,不会围加热而改变金属的结构和性能等,所以电镀法得到广泛的应用。某些日用品(特别是装饰品镀一层银或金p许多工业品,如自行车零件、医疗器械等,表面往往镀上一层能够形成保护膜的铬或镍,这样既保护了金届用品和
1,本磷化所配表调为高品质表调,磷化膜层细腻,防腐性能好,表面调整能力强,可反复使用,不老化不变质不需隔段时间重新配槽,使用越久效果越稳定越好!!!
2,本高温纯锰系磷化液为我司重点强势产品,大规模用于汽车行业,在华东地区占有重要市场份额,并是国内极少数通过汽车部件认证的TS16949、SGS的优势产品。
3,请知道:本磷化液为高要求纯锰系磷化液,品质性能均远优于同类产品,性价比非常高,一分价钱一分货,性能区别于普通磷化液,谢谢!
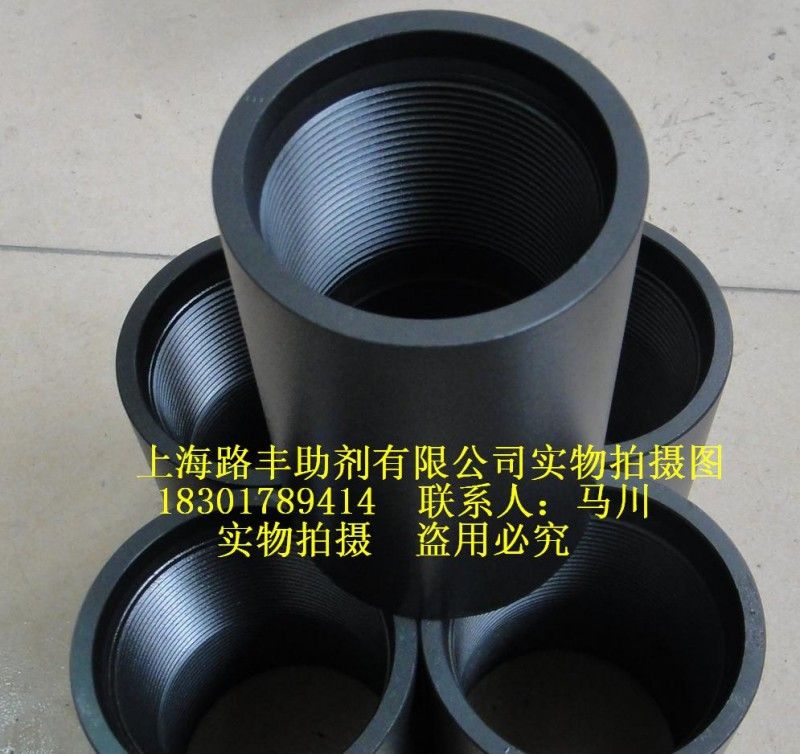
4,本磷化液的膜层厚度为3-12微米,■耐盐雾为■72-96小时■以上,磷化后实物图颜色为■灰黑或纯黑色■,对于紧固件,齿轮,轴承,链轮均能达到颜色质量要求.
5,同时我们具备同类磷化产品不备有的精细磷化加工经验,可以为您制定包括磷化配槽、磷化线设计在内的整套磷化工艺设计方案,相当确保您在磷化工艺质量的稳定和质量!
6,本磷化液能让碳钢工件具有■耐磨、■防锈、■美观、■自润滑的优势特点
7,本品为纯锰系磷化液,配槽**佳温度为95-98度,**低不能低于90度,与水稀释,比例为1:10,时间控制在10-15分钟
Tel:
¥面议
¥面议
¥面议
Tel:
¥面议
¥面议
¥面议
Tel:
¥200.00元
¥220.00元
¥210.00元
Tel:
¥面议
¥面议
¥面议